



0 引言
目前,金属双极板成形方式包括冲压成形、液压成形、软膜成形、电磁成形等,很多学者对其进行了探究。Dong等[13]利用电磁成形方式制备了钛双极板,并建立了三维耦合电磁力学的仿真模型。Wu等[14]对电磁成形的均匀压力驱器进行改进,解决了电磁成形中的电弧问题。Xu等[15]研究了金属材料在微观尺度成形过程中几何形状和晶粒尺寸对成形性能的影响。Koc等[16]设计了混合成形工艺,即先使用内部压力辅助成形,再结合机械连接双极板。Hung等[17]设计制造了一种高压力液压成形装置,当压力达到250 MPa时,微流道宽深比可达到0.468。Mohammadtabar等[18]采用双步液压成形方式对交错蛇形流场双极板进行液压成形研究。Belali-Owsia等[19]研究了液压、冲压混合成形方式对针形流场双极板成形性能的影响。Turan等[20]对冲压、液压成形工艺生产的不锈钢双极板进行了阻抗测试。Dur等[21]对冲压、液压成形的SS316不锈钢双极板进行了腐蚀实验。Zhang[22]通过数值模拟对SS304不锈钢单蛇形流场的液压成形参数进行分析,研究了液压成形过程中双极板的破裂模式。Mahabunphachai等[23]对比了冲压、液压成形工艺对金属双极板成形后表面粗糙度的影响。
钛金属具有耐腐蚀性高、质量小等优点,是未来金属双极板的重要选材之一。开展钛双极板的液压成形机理研究,对其在国内市场推广具有重要意义。为此,本文对蛇形流场的钛双极板液压成形工艺进行研究,分析了钛双极板液压成形后的力学特性,探究了几何参数、工艺参数对其成形质量的影响,为金属双极板成形工艺设计与优化提供了理论依据。
1 液压成形计算模型
1.1 数值模型
图1
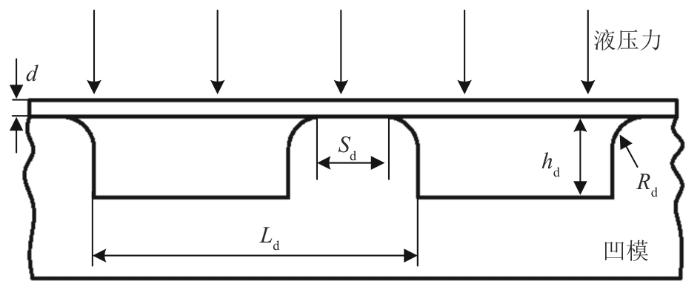
表1 双极板结构参数
Tab. 1
| 参数 | 数值 |
|---|---|
| 板料厚度d/mm | 0.1 |
| 模具周期长度Ld/mm | 2 |
| 模具肋宽Sd/mm | 0.6 |
| 模具深度hd/mm | 0.30 |
| 模具外倒角半径Rd/mm | 0.2 |
| 拔模角/(°) | 0 |
图2
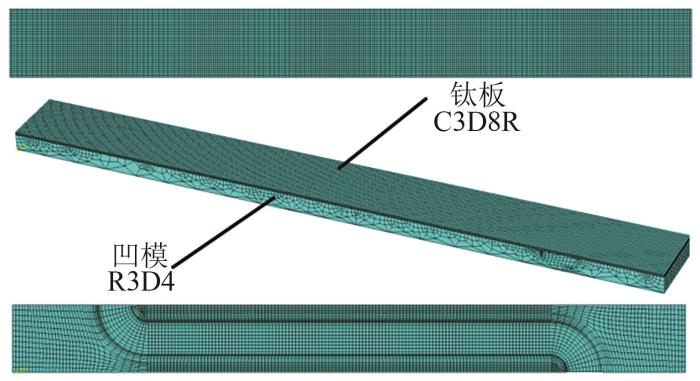
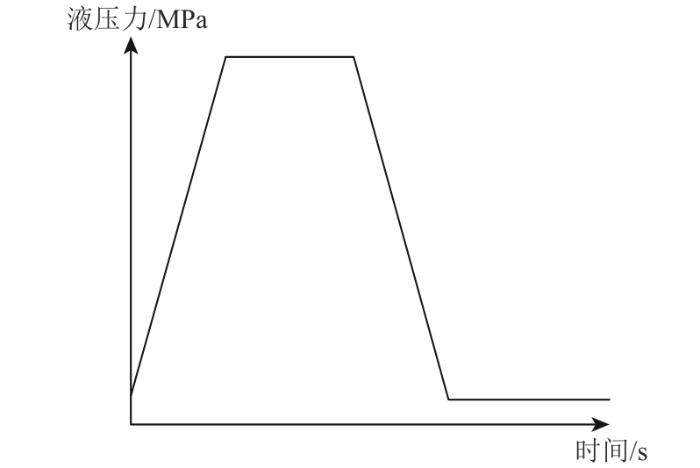
图3
1.2 材料参数
材料力学特征与性能参数详见文献[26]。假设材料为各向同性强化,利用Swift硬化模型曲线对材料强化阶段进行表征,其表达式如下:
式中:
采用Lankford系数法(r值法)对钛的各向异性进行处理,采用Hill 48各向异性屈服准则作为材料的屈服条件。由于本文钛板轧制方向为纵向,因此在指定模型材料的各向异性主轴时,将流道纵向设置为沿板材轧制方向,流道垂直方向设置为垂直于板材轧制方向。
2 液压成形过程中双极板力学特性分析
图4为液压成形过程中钛双极板应力变化,分为6个阶段:①未变形时自然状态阶段;②初始加载阶段;③流道拉伸阶段;④强化拉伸阶段;⑤完全加载阶段;⑥卸载回弹阶段。
图4
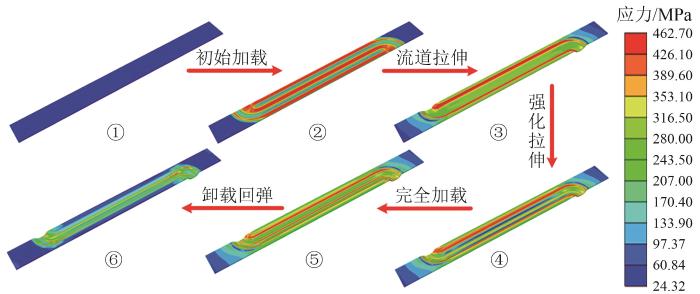
图4
液压成形过程中钛双极板应力变化
Fig. 4
Stress variation of titanium bipolar plate during hydroforming process
当阶段①未施加液压力时,双极板处于自然状态。当阶段②加载液压力时,板料未发生大变形,流道区域呈现低应力状态,两侧肋部呈现高应力状态。阶段③随着液压力继续增大,流道区板料呈现初步下凹趋势,流道侧壁初步成形,外倒角区域应力最大,双极板整体应力变化相对均匀。阶段④强化拉伸,主要表现为对流道侧壁进行拉伸成形,对凹模空间区域进行填充,双极板整体应力分层明显,总体呈上升趋势,流道底部与模具接触,并呈现高应力区。阶段⑤液压加载完成,侧壁状态基本保持一致,双极板整体应力分层较为均匀,流道外倒角附近与直流道中心区域保持较高应力,其他区域应力较低。阶段⑥卸载回弹,双极板内部应力重整至平衡,平衡后高残余应力主要存在于肋部末端内转角处,并呈现“彗星状”分布;流道侧壁以及底部为中等残余应力区,肋部残余应力最小且分布较为均匀。
钛双极板流道表面取6个代表点:A为流道转角区域肋部末端点;B为直流道外倒角上点;C为流道底部内倒角点;D为流道中心区域点;E为肋部中央点;F为转角区流道外半径上点。
图5为双极板应力随加载时间变化情况。从图5(a)可知,点B、F处应力逐渐增大,外倒角部分是双极板成形过程中受力最大处,越靠近肋部末端的应力组成越复杂,也最容易产生拉裂损坏。肋部末端处与外倒角区域结构相近,因此应力幅值相近。流道侧壁与点C、D、E处的应力呈现波动状态。第1次波动由模具几何特性造成,这个阶段主要对外倒角部分成形,其受拉变形,而点C、D、E所处区域流动性较好,所受拉应力减小;随着液压力增加,外倒角部分变形至一定程度后不再变化,点C、D、E所处区域将重新受拉变形,内部应力逐渐增加。第2次应力波动由板料与流道底部接触造成,当流道底部与模具接触时,流道底部中心应力状态改变;继续增大液压力时,点D区域处于中心流道,与外倒角区域相比,其几何形状更为平整,受力也更加均匀,而肋部E点应力稍微降低,其原因是接触后的成形主要作用在流道区域成形,应力得到一定释放,但由于肋部双极板与下端模具接触,限制了变形空间,因此应力降低较少。
图5
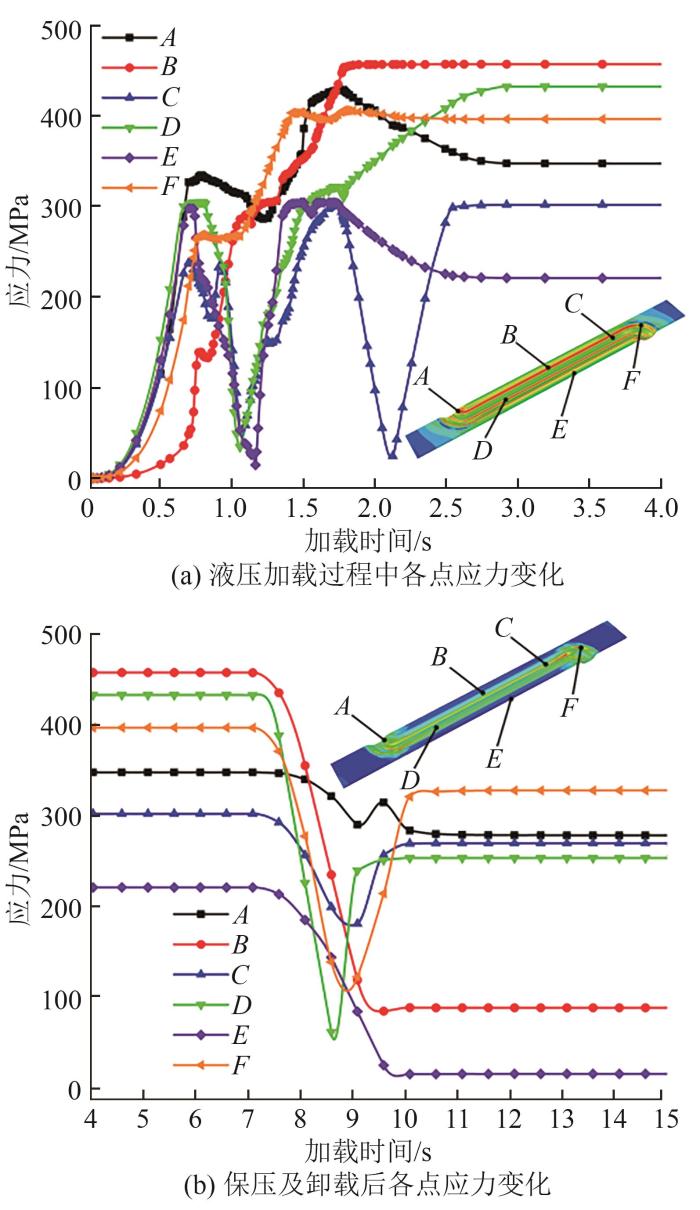
由图5(b)可知,保压阶段(4~7 s),各处应力基本不变化;卸载阶段(7~10 s),各处应力均有不同程度下降,但点A、C、D、F处应力在卸载阶段末有一定回升,随后保持稳定,这是由于卸载后双极板内应力重新平衡,在表面重新汇集残余应力区域。
图6为钛双极板液压成形后的残余应力分布,可知,双极板上表面残余应力分布比下表面更为复杂,且上表面残余应力较大,靠近转角区域处的残余应力分布不均;高残余应力区主要位于流道转角处;中等残余应力区主要位于直流道部分,约为170 MPa;低残余应力区主要位于肋部与流道内倒角处,均小于50 MPa。双极板表面和内部残余应力相差较大,高残余应力只存在于双极板表面,对内部应力影响较小。
图6
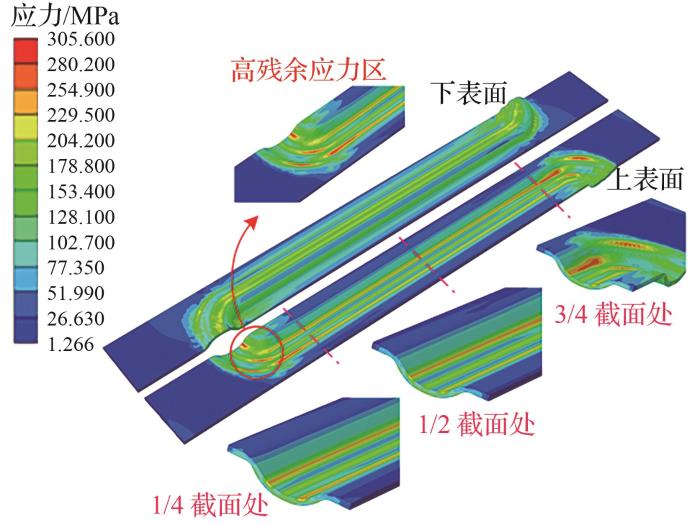
图6
钛双极板液压成形后残余应力分布
Fig. 6
Residual stress distribution of titanium bipolar plate after hydroforming
图7为双极板成形过程中的等效塑性应变和厚度变化。上表面肋部末端是等效塑性应变最大处,随后向外倒角部分蔓延,外倒角到流道侧壁之间塑性变形较小,由于双极板底部与模具接触,直流道中心存在小部分塑性应变;下表面直流道塑性应变均匀,且变形不剧烈。通过提取肋部末端等效塑性应变最大处厚度变化,可知该处厚度随液压力增大而迅速减小,卸载时板料厚度略微增加,这是由卸载后回弹引起的。
图7
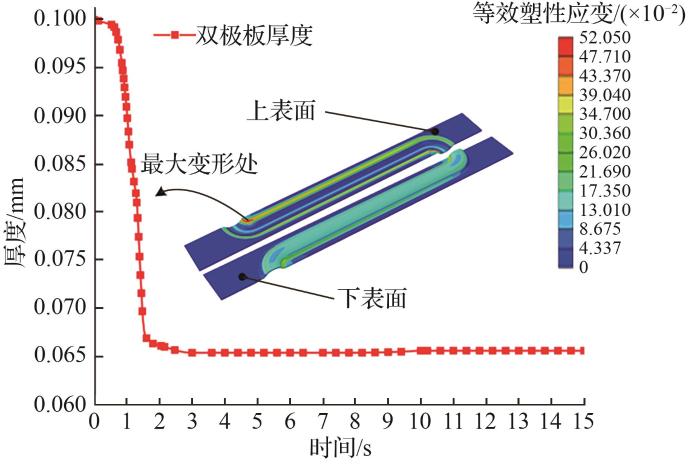
图7
双极板等效塑性应变与厚度变化
Fig. 7
Equivalent plastic strain and thickness variation of bipolar plate
3 结构参数对双极板成形质量影响
目前,工程上普遍认为最大减薄量不应超过板料厚度的30%。本文以板料减薄为基本标准,研究不同参数下流道的变化规律。
3.1 模具外倒角影响
图8
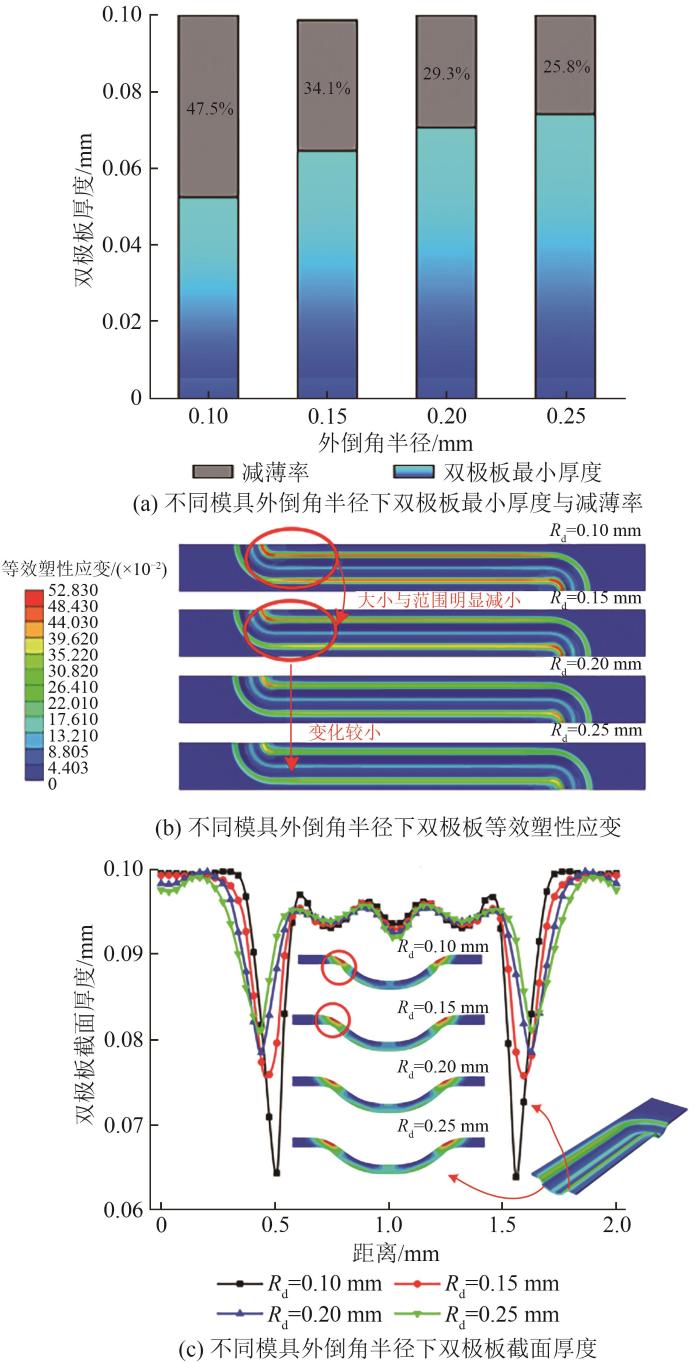
图8
外倒角对双极板成形质量的影响
Fig. 8
Effect of fillet radius on forming quality of bipolar plate
由图8(b)可知,当Rd=0.10 mm时,肋部末端灰色区域发生严重塑性变形,直流道塑性变形较小;当Rd=0.15 mm时,塑性变形区域与塑性变形量减小,特别是外倒角沿直流道方向的塑性变形明显减小;当Rd=0.20 mm时,高塑性变形区已缩减至末端小部分,直流道倒角部分基本不再变化;当Rd=0.25 mm时,流道塑性变形基本不变。
由图8(c)可知,当Rd=0.10 mm时,外倒角与模具接触位置过度减薄;当Rd=0.15 mm时,外倒角部分厚度明显增加,但仍存在一定质量缺陷;继续增大Rd,外倒角处的缺陷基本消失。从横截面厚度可知,只有Rd≥0.15 mm时,外倒角部分减薄效果才达到使用要求,但转角处减薄量仍过大,因此需使Rd>0.20 mm。
3.2 流道深度影响
双极板流道深度越深,单位时间内通过的反应气体体积越大,燃料电池功率越大。但深度越大的双极板成形越困难,极易导致材料被拉裂。
图9
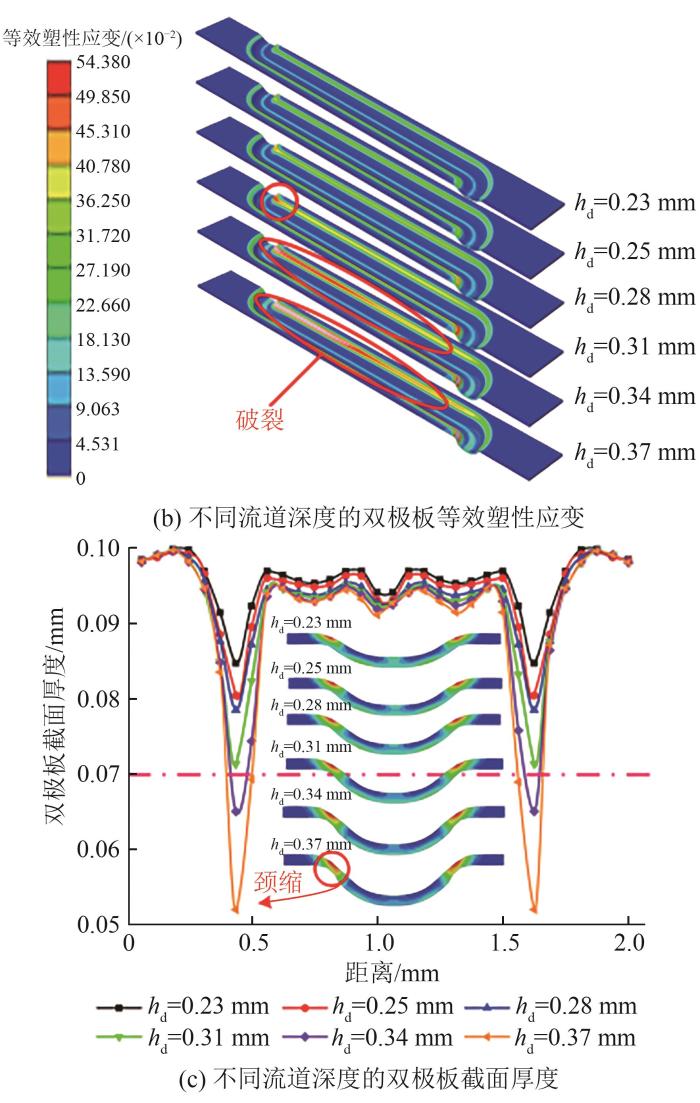
图9
流道深度对双极板成形质量的影响
Fig. 9
Effect of flow channel depth on forming quality of bipolar plate
由图9(b)可知,当hd=0.25 mm时,外倒角存在一定塑性变形,其他部分塑性变形较小;当hd=0.28 mm时,肋部末端大塑性变形区域开始显现;当hd=0.31 mm时,外倒角部分出现明显“彗星状”塑性变形,以肋部末端为头部,逐渐向直流道方向延伸;当hd=0.34, 0.37 mm时,“彗星”头部高塑性应变区域已经占据肋部末端,向直流道方向继续延伸,说明已经产生破裂。
由图9(c)可知,随着hd增大,双极板截面厚度整体上有一定下降,外倒角处厚度变化较为明显;当hd=0.37 mm时,外倒角处几乎发生颈缩;尽管流道部分厚度随hd增大的变化趋势不如外倒角处明显,但当hd从0.23 mm增大至0.31 mm时,流道部分减薄量增幅较大。
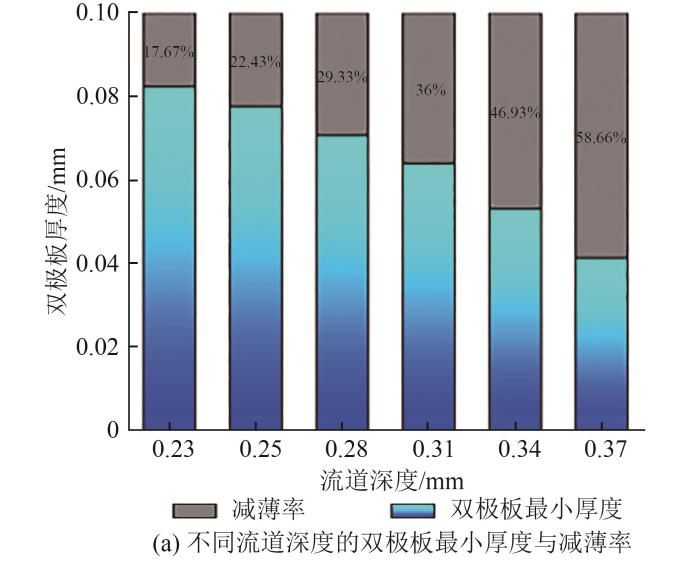
3.3 流道宽度影响
图10
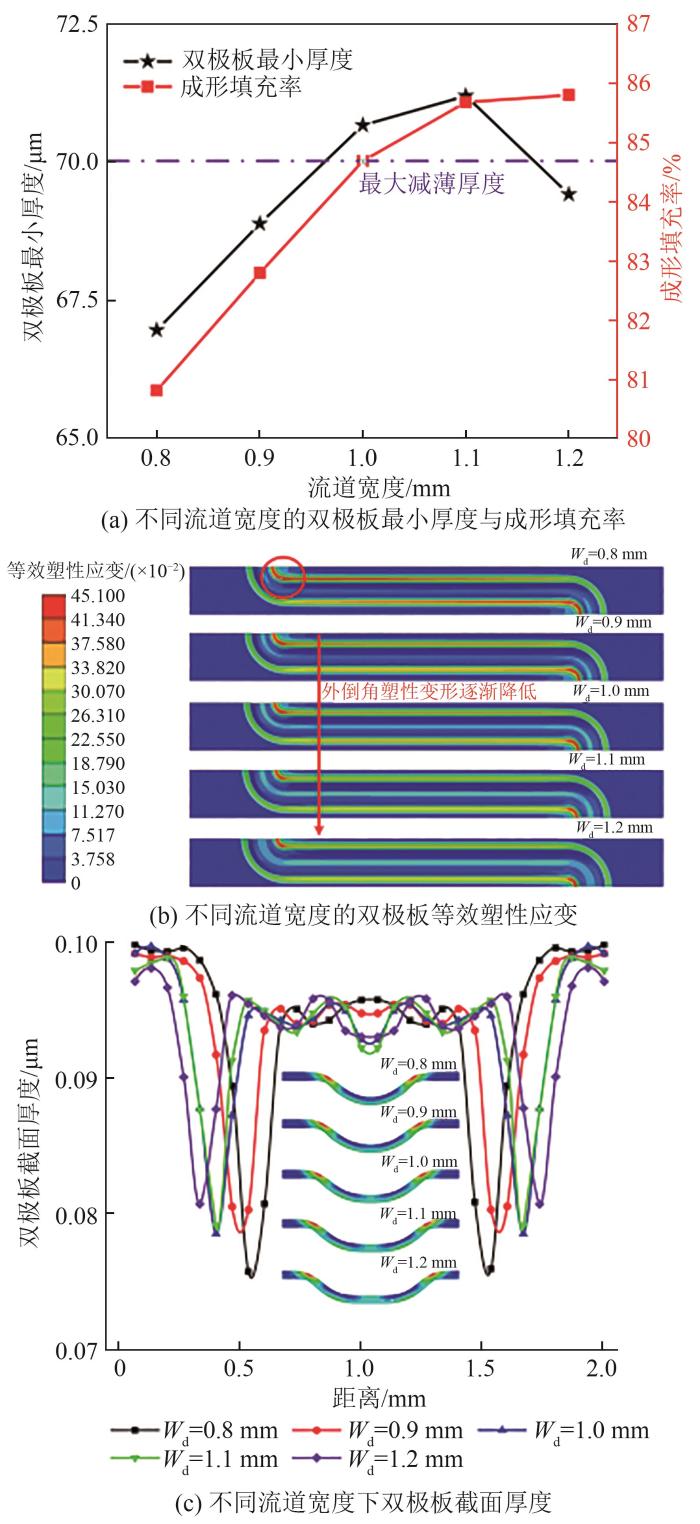
图10
流道宽度对双极板成形质量影响
Fig. 10
Effect of flow channel width on forming quality of bipolar plate
由图10(b)可知,当Wd=0.8 mm时,肋部末端存在较大塑性变形,灰色区域塑性变形为0.497,为减薄最严重区;当Wd=0.9 mm时,流道中心区出现一条塑性变形区,说明扩大流道宽度后更多板料接触模具;当继续增大流道宽度时,外倒角塑性变形略微降低,流道中心区的条形塑性范围增加,表明新增的流道宽度基本增加到流道底部接触模具部分,这也是整体填充度提升的原因。
由图10(c)可知,当Wd=0.8 mm时,流道底部成形后为圆弧形,流道中心内层基本未发生塑性变形,流道外倒角减薄率为25%。随着Wd增加,外倒角部分变形变化很小,流道内倒角塑性变形与其他部分趋势相同。流道宽度增加后,塑性区主要转化为流道底部中心区域的增长。当Wd>0.8 mm时,各部位厚度基本不变,流道底部厚度为0.95 mm,随着Wd增加,流道中心区宽度越来越大,但厚度基本相同,表明流道宽度对外倒角产生影响,并不影响流道中心质量。
3.4 板料厚度影响
板料越厚,刚度越高,能更好抵抗变形,但加工难度也越大。根据双极板需求与特性,应尽量做到轻量化,目前大多数金属双极板厚度选择为0.08~0.15 mm。
图11
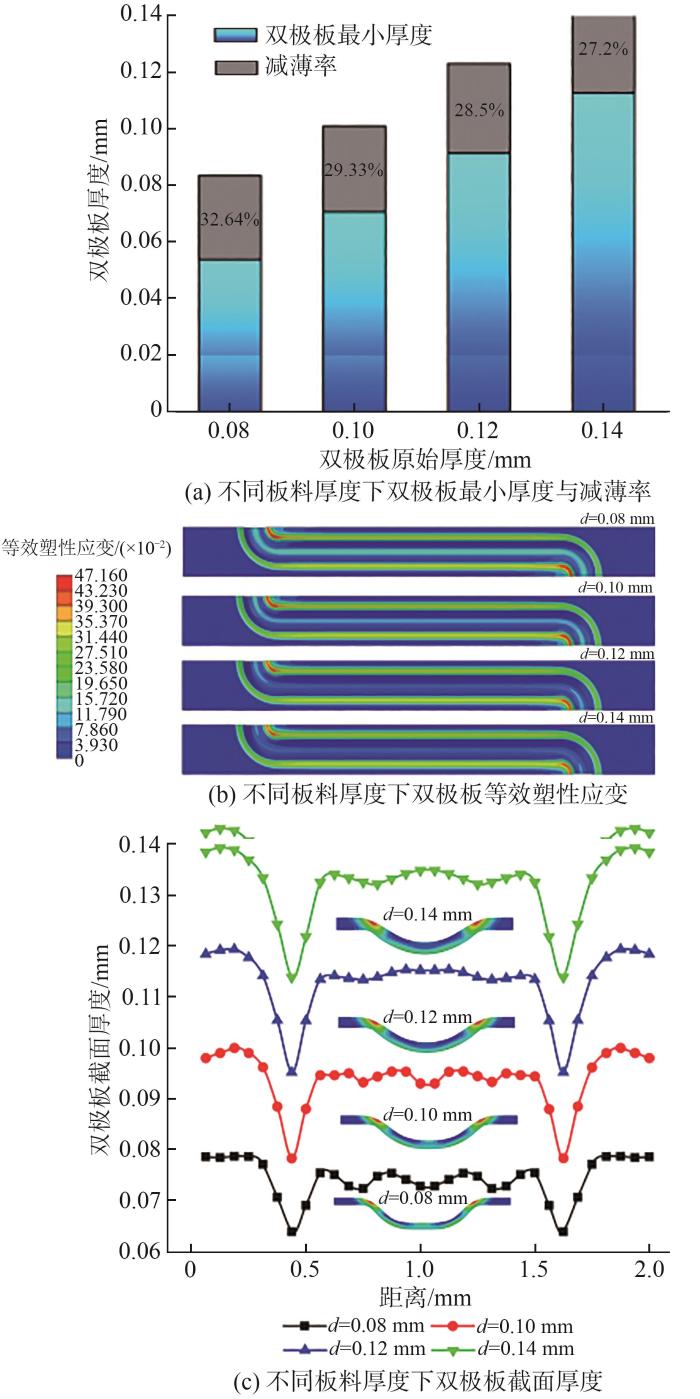
图11
板料厚度对双极板成形质量的影响
Fig. 11
Effect of sheet thickness on forming quality of bipolar plate
由图11(b)可知,当d=0.08 mm时,双极板更容易在肋部末端发生大塑性变形,流道中心塑性变形也较大。随着厚度增加,肋部末端塑性变形明显减小,外倒角区域塑性变形略微变小,流道中心区域塑性变形范围明显缩小。由于流道转角方向强度较小,对塑性变形较敏感,因此厚度变化对转角区域塑性影响明显。板料厚度的增加增强了成形刚度,导致整体塑性变形随厚度增加而减小。
由图11(c)可知,当d=0.08 mm时,板料强度较小,流道塑性变形明显,流道底部接触模具面积较大,厚度波动规律,流道底部厚度和内倒角厚度约为0.75 mm。随着板料厚度增加,成形趋势基本未发生变化,流道中心厚度变化较大,塑性分层较为明显,内倒角处塑性变形始终较小,中间区域塑性变形随板料厚度增加而减小。底部成形后为圆弧形,表明厚度越大,越难成形。
4 工艺参数对双极板成形质量影响
图12
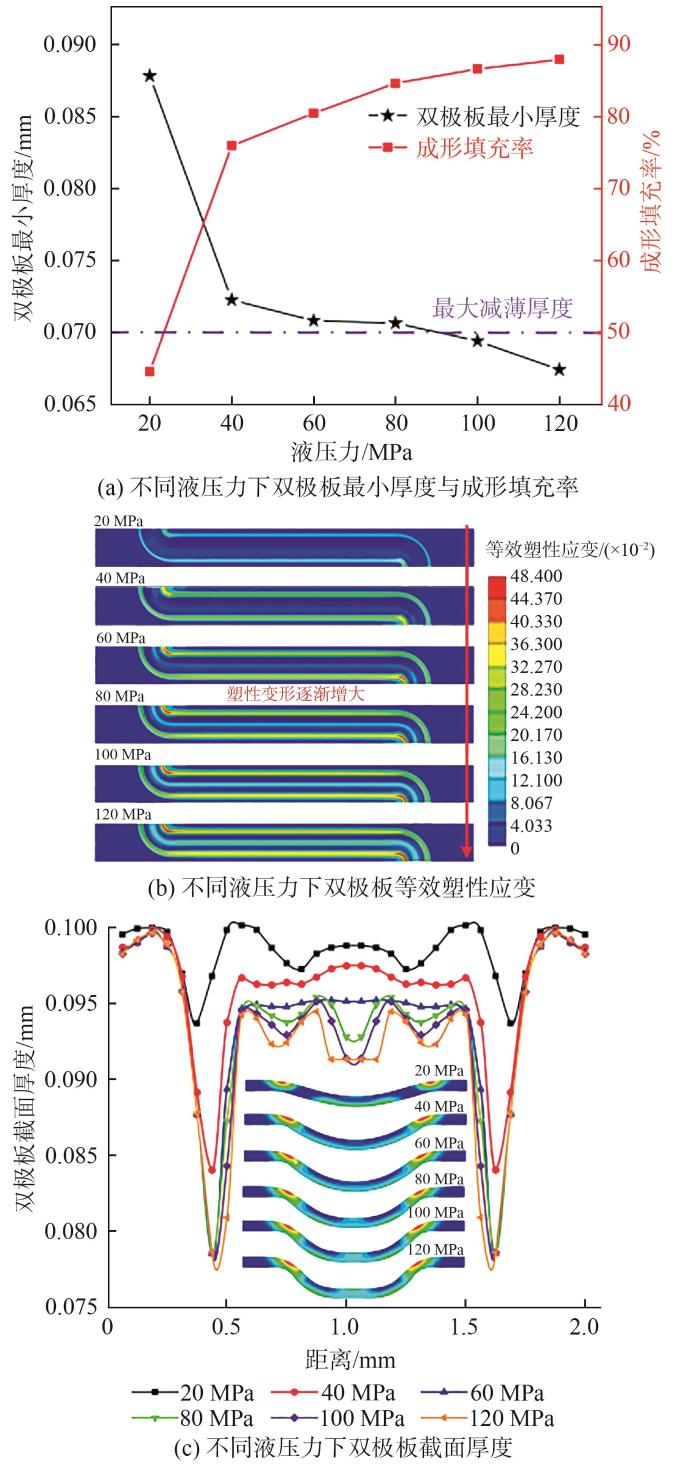
图12
液压力对双极板成形质量的影响
Fig. 12
Effect of hydraulic pressure on forming quality of bipolar plate
由图12(b)可知,当液压力为20、40 MPa时,塑性应变主要积累于流道外倒角部分,转角处流道强度较小,较先产生塑性变形;当液压力增加到60~80 MPa时,流道外倒角塑性变形区进一步扩大,塑性变形增大,双极板流道底部与模具接触,出现明显塑性变形带;当液压力为100 MPa时,塑性应变区域分层较为明显,肋部末端和外倒角部分塑性变形增加较小,流道中心部分塑性宽度显著增大,并向流道侧壁延伸。
由图12(c)可知,随着液压力增大,中心区域不断向下快速胀形,最初为圆弧形,直至双极板接触模具后逐渐向两边延伸,接触模具后双极板填充速率逐渐降低,在流道内侧同样形成一个内倒角;随着液压力继续增加,内倒角弯曲半径逐渐变小,存在较大弯曲应力,因此即使液压力再增加,也并不容易完全将双极板型腔充满。当双极板没有接触到模具底部时,厚度变化不稳定,当液压力增加时,外倒角处双极板厚度大幅下降,而流道部分厚度变化幅度较小,且厚度较为均匀。当双极板底部碰到模具后,外倒角厚度基本不再变化,约为0.077 mm,流道中心厚度显著降低,但减小至0.91 mm后不再减薄,随着液压力增大向两侧延伸,厚度较为均匀。
5 结论
研究了蛇形流场的钛双极板液压成形工艺,分析了结构参数和工艺参数对双极板成形质量的影响,得出如下结论:
1)液压成形过程中双极板应力分布较为复杂,外倒角处应力较大,卸载后的高残余应力主要分布在流道转角处的外倒角与肋部末端,转角处最容易产生破裂。液压成形中板料是否与模具接触是影响成形效果的关键因素。
2)外倒角半径不超过0.20 mm时对双极板减薄率有较大影响,超过0.20 mm时影响减弱,因此外倒角半径应不小于0.20 mm。
3)减薄率对流道深度变化极为敏感,最大流道深度不宜超过0.28 mm,且蛇形流场主要破裂区域发生在肋部末端转角区。
4)流道宽度影响双极板整体塑性变形,增大宽度可以增加流道厚度,当流道宽度和肋宽接近时,最大减薄率最小。
5)增加双极板厚度可降低最大减薄率、提高刚度,但其成形更加困难,选择较小厚度更利于成形填充。
6)增加液压力可以提高填充效果;液压力对双极板最大减薄率影响较大,当液压力增大到一定程度时,其对直流道外倒角减薄率影响减小。
参考文献
基于高温质子交换膜燃料电池和全钒液流电池的离网能源系统的配置优化
[J].
Configuration optimization of off-grid energy system based on HT-PEMFC and VRFB
[J].
基于分类回放双延迟贝叶斯深度确定性策略梯度的燃料电池温度控制
[J].
Control of fuel cell temperature based on classified replay twin delayed Bayesian deep deterministic policy gradient
[J].
考虑热能动态平衡的含氢储能的综合能源系统热电优化
[J].
Thermoelectric optimization of an integrated energy system with hydrogen energy storage considering thermal energy dynamic balance
[J].
双向可逆的集中式电氢耦合系统容量优化配置
[J].
Capacity optimization configuration of a bidirectional reversible centralized electrohydrogen coupling system
[J].
计及多堆燃料电池功率分配的电氢耦合系统分层控制策略
[J].
Hierarchical control strategy for electric-hydrogen coupled system considering the power distribution of multi-stack fuel cells
[J].
考虑电-氢-热多能互补的微网多目标优化配置
[J].
Multi-objective optimization configuration of microgrid considering electricity-hydrogen-heat multi-energy complementation
[J].
质子交换膜燃料电池退化预测方法
[J].
Degradation prediction method of proton exchange membrane fuel cell
[J].
基于控制目标的氢-电混动系统能量管理策略综述
[J].
A review of energy management strategy for hydrogen-electricity hybrid power system based on control target
[J].
Direct hydrogen fuel cell electric vehicle cost analysis:system and high-volume manufacturing description,validation,and outlook
[J].
Fabrication of metallic bipolar plate for proton exchange membrane fuel cells by using polymer powder medium based flexible forming
[J].
Manufacturing metallic bipolar plate fuel cells through rubber pad forming process
[J].
Development of the fuel cell vehicle mirai
[J].
Fabrication of titanium bipolar plates for proton exchange membrane fuel cells by uniform pressure electromagnetic forming
[J].
An inner-field uniform pressure actuator with high performance and its application to titanium bipolar plate forming
[J].
An investigation on the formability of sheet metals in the micro/meso scale hydroforming process
[J].
Feasibility investigations on a novel micro-manufacturing process for fabrication of fuel cell bipolar plates:internal pressure-assisted embossing of micro-channels with in-die mechanical bonding
[J].
Fabrication of micro-flow channels for metallic bipolar plates by a high-pressure hydroforming apparatus
[J].
Feasibility study of a double-step hydroforming process for fabrication of fuel cell bipolar plates with slotted interdigitated serpentine flow field
[J].
A new process of forming metallic bipolar plates for PEM fuel cell with pin-type pattern
[J].
Effect of manufacturing processes on contact resistance characteristics of metallic bipolar plates in PEM fuel cells
[J].
Effect of manufacturing conditions on the corrosion resistance behavior of metallic bipolar plates in proton exchange membrane fuel cells
[J].
Hydroforming rules and quality control parameters analysis for metal bipolar plate
[J].
Effect of manufacturing processes on formability and surface topography of proton exchange membrane fuel cell metallic bipolar plates
[J].
氢燃料电池钛双极板匀压力电磁成形方法和工艺研究
[D].
A uniform pressure electromagnetic forming method and process on titanium bipolar plate of hydrogen fuel cell
[D].
Design and manufacturing of stainless steel bipolar plates for proton exchange membrane fuel cells
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}