





0 引言
自工业革命以来,温室气体排放量逐年升高,导致全球气温持续上升、极端天气频发、海平面上升/酸化和冰冻圈消融等气候变化。全球气候变化是人类社会面临的深层次危机,其已对全球水资源、粮食生产、人类生活和健康、城市/居住地及基础设施、生物多样性和生态系统等带来了严重影响。2024年全球温室气体排放量中,化石燃料产生的CO2年排放量占比超过89.9%。全球气候变化严峻性迫切要求人类从使用化石能源转向低碳能源甚至零碳能源[1-2]。此外,巴以冲突、乌克兰危机等地缘冲突造成的能源领域外溢效应,叠加逆全球化思潮抬头、单边主义/保护主义明显上升等不稳定因素,促使能源安全和能源独立迅速上升为多国发展的核心战略。实现碳中和目标的能源转型迫切需求、保障能源安全和能源独立的内在需求,已促使世界主要经济体着眼于未来能源的布局及研发[2]。
未来能源是相对于常规能源(包括化石能源和传统生物能源)而言的,是指面向未来,服务于能源安全、减缓全球气候变化、促进经济可持续发展、改善公共健康等目标,以创新性、前沿性、先导性、跨界融合性甚至颠覆性技术为基础,具有清洁低碳、可持续、普适性、前瞻性、应用前景广阔等特征,全面提升能源系统的能、㶲、经济、环境综合性能,对经济社会永续发展和人类社会进步起到支撑和引领作用的能源。国际能源署(International Energy Agency,IEA)和国际可再生能源署(International Renewable Energy Agency,IRENA)等国际组织通常将清洁电能、现代生物能、氢能及e-fuel(结合可再生能源和二氧化碳捕集技术的合成燃料)等低碳能源归入未来能源范畴。中国政府近期也将核能、核聚变、氢能、生物能、新型晶硅太阳能电池和薄膜太阳能电池等高效太阳能电池、新型储能等视为未来能源而加快发展布局[3]。
尽管未来能源技术的研究日益丰富,但宏观层面上对各类能源技术的整体系统性研究仍显不足。当前研究往往集中在某一具体技术,缺乏对未来能源总体框架、不同能源技术之间相互关系和整体发展趋势的综合研判。因此,本文系统梳理了绿色低碳电源(包括太阳能、风能、水力能、核能、地热能、氢/氨能、海洋能等电源种类)、生物能、氢能、合成烃燃料等多种未来能源技术的研究进展,以期为相关机构制定能源转型战略布局和技术路线图提供参考。
狭义上的能源技术是指直接或者通过加工、转换而取得有用能的各种资源的技术,广义上的能源技术覆盖能源获取、储存、传输、利用等多方面,限于篇幅,本文仅涉及狭义上的能源技术。另外,本文技术成熟度等级(technology readiness level,TRL)参照IEA国际能源通用惯例,即TRL1为初步想法,TRL2为规划应用,TRL3为概念验证,TRL4为试验样机验证,TRL5为工程初样验证,TRL6为工程正样验证,TRL7为早期商业示范,TRL8为首台套商业应用,TRL9为在相关环境下商运,TRL10为需规模化集成,TRL11为达到稳定性证明。
1 绿色低碳电源技术
1.1 太阳能发电
1.1.1 光伏发电
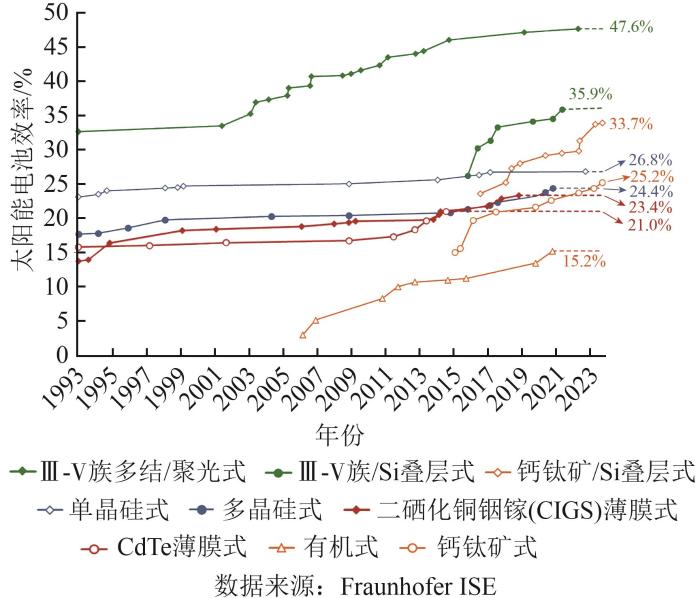
光伏发电通过光生伏特效应将太阳辐射能直接转换为电能[9]。从1954年美国AT&T贝尔实验室发明首个实用的硅太阳能电池开始,历经70余年的发展,其造价已从当初的130美元/WP(WP表示光伏组件在标准测试条件下的理论最大输出功率)下降到约0.1美元/WP。光伏发电是全球可再生能源中最成熟、应用最广泛的技术之一,也是增长最快的可再生电源。全球太阳能理事会数据显示,从1954年到2022年,历经68年光伏发电装机容量才达到1 TW;从2022年到2024年,2年内光伏发电装机容量就达到了2 TW,且仍呈现持续快速增长态势[10]。中国、美国和德国是主要市场,据SolarPower Europe统计,2024年全球新增光伏装机容量约597 GW,其中中国278 GW,占全球新增容量的约47%,显示出市场的强劲需求。预计全球光伏装机容量到2030年将达8 TW[10],到2050年将超过16 TW,届时在并网发电总装机容量中占比约56%,在全球并网总发电量中占比约44%,成为能源结构转型的重要推动力。
图1
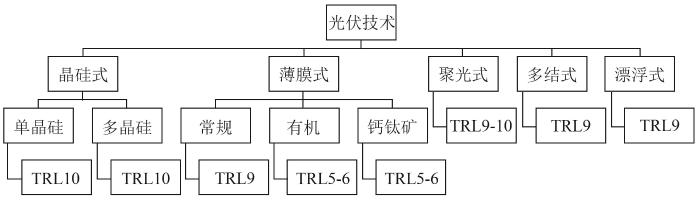
图2
1)晶硅光伏电池
晶硅光伏电池是当前光伏发电的主流产品(在2024年全球制造的光伏发电产品中占比约97%),可细分为单晶硅和多晶硅两类,其技术成熟度最高。商用单晶硅电池具有较高的转换效率,当前为16%~25%,预计未来会接近30%;而商用多晶硅电池效率略低,当前为15%~20%,预计未来会大于25%。这两类电池各有优缺点[11]:单晶硅电池具有更高的能量密度和更长的使用寿命,但生产成本较高;多晶硅电池则在制造过程中更为经济,但同等发电量下会占用更多的空间。
晶硅光伏电池制造工艺主要有铝背场(aluminum back surface field,Al-BSF)、发射极钝化和背面接触(passivated emitter and rear cell,PERC)、隧穿氧化层钝化接触(tunnel oxide passivated contact,TOPCon)、带本征薄层的异质结(heterojunction with intrinsic thin-layer,HJT)、交指式背接触(interdigitated back contact,IBC)、异质结背接触(heterojunction back contact,HBC)、隧穿氧化层钝化背接触(tunneling oxide passivated back contact,TBC)、金属穿透电极(metal wrap through,MWT)等。Al-BSF转换效率低(<20%),成本低廉,属于传统工艺。当前主流工艺是PERC(在电池片背面用特殊材料形成钝化层作为背反射器,以增加长波光吸收率,增大p-n极间电势差,理论光电转换效率为24.5%)、TOPCon(在电池片背面制备超薄氧化硅层和掺杂硅薄层,理论光电转换效率可高达29.4%)、HJT(采用对称双面电池结构,同时存在晶体和非晶体级别的硅,理论光电转换效率可提升至30%以上)、IBC(正/负电极接触均置于电池背面,以消除正面电极对光的吸收遮挡,光电转换效率达25%)等。未来预计以TOPCon、HJT、HBC(采用基于HJT和IBC的新型结构)、TBC(采用基于TOPCon和IBC的新型结构)等工艺为主。
为了加快光伏发电的部署,美国能源部(Department of Energy,DOE)提出了“太阳攻关(SunShot)”计划,其目标如下:光伏发电平准化度电成本(levelized cost of electricity,LCOE)计划到2025年降低到30美元/(MW⋅h),2030年降低到20美元/(MW⋅h),到2035年和2050年太阳能发电量在全美发电量占比分别达到>40%、近50%[12]。
2)薄膜光伏电池
薄膜光伏电池通过在玻璃、塑料或金属等基板上沉积一层或多层光伏材料薄膜制成,属于第二代太阳能电池技术,具有可在多种基材上生产、制造简单、轻量化、柔性应用等优点[13],易于在建筑物表面、车辆及其他设备上进行集成,拓展了光伏应用空间。薄膜光伏电池可分为以下类别:
①常规商用薄膜光伏电池。2024年常规商用薄膜光伏电池在全球光伏产品中产量占比约3%,常采用氢化非晶硅(a-Si:H)、CdTe、硒化铜铟-二硒化铜铟镓(CIS-CIGS)系列半导体材料构成吸收体,技术成熟度高。2022年8月,美国DOE发起CdTe加速器联盟(cadmium telluride accelerator consortium,CTAC),旨在使CdTe薄膜式光伏到2025年效率提升至24%以上,成本降低至0.20美元/W以下;到2030年效率提升至26%以上,成本降至0.15美元/W以下[14]。当前研发聚焦于低成本薄膜技术攻关,避免稀有材料的采用,潜在技术有铜锌锡硫电池、有机薄膜电池、钙钛矿薄膜电池等。
②有机薄膜光伏(organic thin-film photovoltaic,OPV)电池。OPV电池使用染料或有机半导体作为集光活性层,按照结构和机理不同,可分为肖特基式、异质结式、染料敏化式等。OPV电池具有生产成本低的显著特点,是近年来发展较快的太阳能技术之一,研发及示范正在快速推进,但市场上尚无长期稳定可靠的产品。德国Heliatek公司正在示范集成到钢、混凝土、玻璃表面上的OPV系统,其三星先进技术院(Samsung Advanced Institute of Technology,SAIT)示范项目总面积621 m2,总输出功率37.7 kW,标准测试工况下平均系统效率约4.5%(其试验室效率>13%,制造产品效率为7%~8%)[15];澳大利亚CSIRO开发了采用银基油墨制备的有机光吸收剂可打印OPV,其效率可达12.8%[16]。
③钙钛矿薄膜光伏电池。钙钛矿薄膜光伏电池是一种利用善于吸收光的钙钛矿的非硅基薄膜光伏技术,是前景看好的太阳能技术之一,目前还处于实验示范阶段,实验室效率已超过27%(小电池面积)。英国牛津大学研制出了厚度仅约1 μm的超薄钙钛矿薄膜,是常规光伏硅片厚度的0.4%~0.7%,几乎可以应用于任何物体表面[17]。钙钛矿薄膜光伏电池具有良好光吸收性能、较低生产成本、较高光电转化效率[18]等优点,但当前尚存在电池耐用性较低,晶格对环境影响非常敏感,在湿度大、热量高或紫外线过多环境下易发生变化,失去光电转换能力等缺点。国内昆山协鑫光电、波兰Saule Technologies、英国牛津光伏公司等正在进行商业化推广。下一步,尚需开发大面积电池模块的成熟生产工艺,并提高其稳定性、耐用性。
3)多结光伏电池
多结光伏电池是由不同半导体材料制成的具有多个p-n结的太阳能电池。多结电池依据堆叠中叠加电池数量不同,可分为双结电池(也称串联电池)、三结电池、四结电池等。通过多结方法(如钙钛矿-硅),一定程度上可克服钙钛矿存在的耐用性不足,提升其应用性能,并实现更高的综合光电转换效率(>45%)。多结光伏电池拓宽了整个电池对太阳光的光谱响应波段,提高了电池光电转化效率,技术成熟度高。但当前市场渗透率低,主要用于太空(如卫星)、聚光光伏(concentrated photovoltaic,CPV)系统等,日本研发将其用于车辆动力,美国、欧洲、日本等正在开发更高效的双结、多结光伏电池。
此外,中国、美国、英国等也在研发和布局下一代天基太阳能电站(中国计划到2035年建成一座200 MW级的天基太阳能电站[19]),利用配置有多结光伏组件等的卫星,在外层空间收集太阳能并通过微波或激光等传输方式传送至地面接收站。由于不存在大气层的反射、吸收,几乎无夜晚,面向太阳的定向能力更强等因素,所收集的太阳辐射能更多,光电转换效率更高。
4)CPV电池
CPV是一种采用光学聚光器系统,将太阳辐射聚焦到小型高效太阳能电池上的技术。CPV系统适合高法向直接辐射照度(direct normal irradiance,DNI)地区,2000年后开始市场化,商用效率>40%,在西班牙、意大利、美国、中国等已有相应部署。
5)漂浮式光伏
漂浮式光伏(floating photovoltaic,FPV)是指安装于漂浮在水面的结构体之上的光伏系统。与水电、抽蓄结合使用时,可充分利用已有电网设施,也可用于水库、湖泊、海洋等水体,以一定程度缓解陆地资源的有限性。当前效率约为20%,资本性支出为1.05~1.68美元/W(对2~50 MW规模而言)[20]。全球首个20 kW FPV建于日本,国华投资建设的山东垦利1 GW FPV是当前全球已并网的最大海上FPV电站。2024年全球FPV总装机容量近5 GW,预计2030年达到62 GW。全球FPV市场规模预计2025—2030年将以23.0%的复合年增长率增长,到2030年将达到近2亿美元[21]。
1.1.2 光热发电
图3
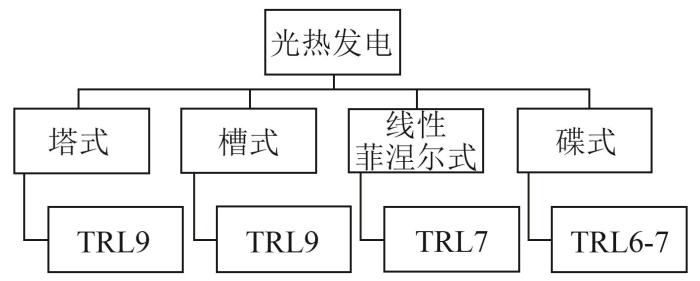
光热发电是集发电和储能于一体的可再生能源发电方式,电力输出稳定可靠,可为电力系统提供调频、调峰、惯量支撑、旋转备用及极端气象条件下备用电源等功能,是支撑新型电力系统难得的绿色灵活调节电源。2024年全球光热发电市场规模81.3亿美元,预计2025—2030年将以7.1%的复合年增长率增长[24]。当前限制其规模化发展的最大瓶颈是度电成本较高。为此,美国DOE提出SunShot 2030新一代光热攻关目标:到2030年,配6 h及以下储热的光热调峰电站LCOE从2017年18.4美分/(kW⋅h)降至10美分/(kW⋅h),配12 h及以上储热的光热基荷电站LCOE从2017年10.3美分/(kW⋅h)降至5美分/(kW⋅h)[25]。光热电站资本性支出在2022年为7 912 美元/kW,在中等技术创新情景下(采用565 ℃运行温度的sCO2循环,应用先进涂层的吸热器/集热器,优化储/换热系统和定日镜系统),预计2030、2050年分别降至5 180、4 455美元/kW;在先进技术创新情景下(采用>700 ℃运行温度的sCO2循环,应用与700 ℃动力循环相适应的高温吸热器、储/换热系统,低成本、模块化、高效率定日镜系统),预计2030、2050年分别降至4 165、3 150美元/kW[26]。
1)塔式光热发电
塔式光热也称为中央吸热器系统(central receiver system,CRS),采用众多小型反射器(定日镜)跟踪太阳,并将太阳辐射汇聚到放置于固定塔顶部的中央吸热器上,吸热器再把太阳辐射能转化为传热介质的热能。根据聚光温度的不同,可使用水/蒸汽、熔融盐、气体、颗粒等作为传热介质。塔式光热的几何聚光比可达300~1 200,中央吸热器温度极高,从而增加热电效率,降低储热成本。2024年全球塔式光热发电装机容量约1 688 MW,在各类光热发电总装机容量中占比约21.6%。塔式光热发电特别适用于DNI资源丰富地区,发展方向为更大容量的塔式发电机组容量(如300 MW及以上),更高温度的集热/储热系统(>700 ℃),更高效率的发电循环方式(如sCO2布雷顿循环),更高效率、更低成本的定日镜系统等。
2)槽式光热发电
槽式光热发电采用线聚焦方式,利用单轴跟踪的槽式抛物面反射镜将太阳光聚焦到真空集热管,加热管内传热工质,以实现太阳能到热能的转化,其几何聚光比通常为50~150。2024年全球槽式光热发电装机容量约5 758 MW,在各类光热发电总装机容量中占比为73.8%。未来发展趋势是研发更大口径、更高温度、更低成本的槽式装置。
3)线性菲涅尔式光热发电
线性菲涅尔式光热发电与槽式类似,也采用线聚焦方式,所采用的线性菲涅尔反射器(linear Fresnel reflector,LFR)近似于槽式系统的抛物线形状,将槽式抛物镜线性分段离散化在同一水平面上,形成一次平面反射镜组,单轴跟踪太阳,将太阳光反射到面向下的线性集热管上,加热管内传热工质。为提高聚光比,在集热管的顶部安装有二次反射镜,总聚光比通常为50~200。线性菲涅尔式光热发电采用灵活弯曲的镜子和固定集热管,设计简单,可直接生成蒸汽,避免使用传热介质及热交换器,投资成本低,但较之槽式、塔式等热电效率低。2024年全球线性菲涅尔式光热发电装机容量约360 MW,在各类光热发电总装机容量中占比为4.6%。
4)碟式光热发电
碟式光热发电是通过碟式聚光器(其外形类似于大型抛物面雷达天线)将入射太阳光聚集到焦点处的吸热器上。吸热器可为斯特林机、微型燃气轮机,也可为间接集热系统或热化学反应器等。碟式常采用双轴跟踪方式,以确保聚光器始终对准太阳,从而保持系统光学效率大于90%,聚光比可达600~1 000。与槽式、塔式、线性菲涅尔式相比,碟式光热发电装置单机电功率较小,技术成熟度较低,尚未完全实现商业化应用。
1.2 风电
1.2.1 风电技术概述
图4
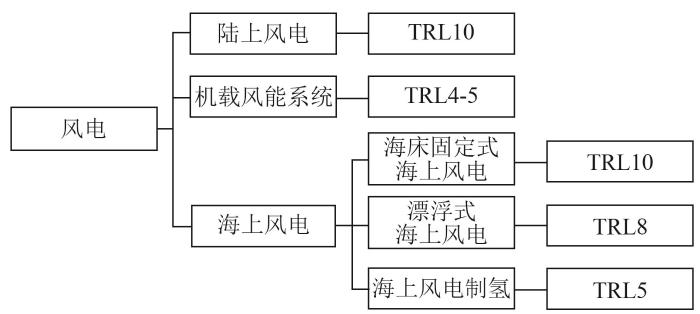
截至2024年底,全球风电的总装机容量已达1 136 GW,预计到2030年将达到约2 TW,2050年超过6 TW,届时在全球发电量中占比约28%。根据BloombergNEF数据,2024年陆上风电项目全球加权平均LCOE已降至约38美元/(MW⋅h)。成本下降的推动因素包括技术进步、制造规模效应,以及智能化运维手段的广泛应用等。随着技术的不断进步,风电的运行和维护成本预计将继续下降,使之在经济性和竞争力方面优于传统化石燃料发电。2024年,全球风力发电市场规模约970.5亿美元,预计2025—2030年将以4.9%的复合年增长率增长[28],展示出风电在全球能源结构转型中的增长潜力。
1.2.2 陆上风电
风力机风轮将风能转化为旋转能,然后用于发电机发电。陆上风力机可适用于各种类型的陆地(如海岸、平坦或复杂地形、炎热或寒冷气候、森林或沙漠中),是一种成熟的创新技术,其在规模、性能和辅助服务能力方面仍在增长。2024年陆上风电在风电总装机容量中占比为92.7%。下一步研发重点:一是更高轮毂高度、更大风轮直径、更大风电机组容量;二是改善容量因子,降低度电成本;三是开发适用于低风速区域的低速风力机;四是提升电力系统友好性(如虚拟转动惯量、构网型风电机组等)。
1.2.3 海上风电
1)海床固定式海上风电
海床固定式是当前海上风电的主流技术,占已安装海上风力发电机组容量的绝大多数。除进行海上环境适应化、配置的运行优化改进外,其能量捕获和发电技术基本上与陆上风电技术类似。海床固定式海上风电基础结构多样,常见的有单桩、多桩承台、导管架群桩、重力式和吸力沉箱等类型,支撑结构有管状塔、导管架、三脚架、格构塔和混合塔等类型。
面对风电单机容量快速增长、运维难度增大等挑战,海床固定式海上风电研发聚焦于新型监视/感知/监督、健康管理、预知性诊断、机器人/无人机巡检、失效分析及减缓、设计标准化及优化等。
2)漂浮式海上风电
漂浮式海上风电可降低对海床的影响,简化安装和退役工作量,适用于水深超过50 m的水体。与主流的海床固定式相比,漂浮式海上风电机组没有海底基础,而是基于浮动(驳船)式、半潜式、张力腿平台式、单立柱式、铰接多立柱式等类型[31],由不同的系泊和锚定系统固定到位,适用于深远海区域。其中,单立柱式风电机组通过圆筒形浮台和压舱物的组合来保持稳定,适合水深超过100 m的环境,具有结构简单、易于制造的优势。全球第一座兆瓦等级的商业示范风电场Hywind Scotland是采用此技术的成功示范[32],显示出其在深水风电开发中的成熟性。张力腿式风机利用拉力缆保持结构稳定,几乎没有垂直移动,稳定性极高,适合水深较大的区域。尽管这种结构的制造和维护相对复杂,但其在风电场应用方面逐步成熟,目前在法国和德国的示范项目正积极推进。半潜式风电机组由多个浮筒连接而成,能够提供良好的稳定性,适用水深范围广,从40 m到1 000 m均可。尽管其制造成本较高,且需要复杂的动态稳定和主动压载系统,但是安装和维护更为便捷,并且能在港口完成风电机组的组装。英国的Kincardine风电场和葡萄牙的WindFloat Atlantic风电场均采用了此技术,分别展现了其在不同水深条件下的适应性和经济性。
3)海上风电制氢
海上风电制氢是指利用海上风能等可再生能源制取氢及其衍生品等绿色能源的技术,其具有可再生资源条件好、综合成本低、可靠性高、环境影响小等优点,有望成为未来重要绿氢来源[35-36]。国际上代表性项目有:法国SEM-REV海上风电制氢示范项目(2 MW漂浮式风电,2022年启动)、欧盟OYSTER兆瓦级示范项目(2021—2022年研发,2022—2023年试验,2024年试运)、荷兰PosHYdon项目(1 MW风电,管线输氢)、德国H2Mare项目(离网制氢及其衍生品,水电解装置直接与风电集成),北海区AquaVentus项目(电解容量10 GW,2035年投运),H2opZee项目(电解容量300~500 MW,2030年投运)等。当前研发重点是开发可承受海洋气候的海水淡化系统和电解制氢系统或海水直接电解制氢系统,并与海上能源平台集成。
1.2.4 机载风能系统
机载风能系统也称高空风能系统,是一种通过以一根或多根系绳与地面相连的自主风筝或无人驾驶飞机将风能转化为电能的新型风电系统,分为升降式(通过系绳在地面发电机上产生扭矩)和拖曳式(采用机载风力发电机和导电系绳)两类。机载风能系统较之常规风机,具有材料用量少、制造成本低、可快速部署,易于利用高空更强、更稳定风能等优势,是海上风机的可选替代技术,适用于从偏远地区小型离网电力供应到大规模海上电力供应等各种应用场景,但仍需克服运行经验有限和运行可靠性缺乏等不足。代表性研发项目有欧盟MegaAWE项目、美国Makani Power(600 kW风筝式)、荷兰Ampyx Power(20 kW飞船式)、德国SkySails Power(风筝式)、中能建安徽绩溪高空风能示范项目(风筝式)等。
1.3 水电
水电是一种将水的位能或动能转化为水轮机的机械能,推动发电机来发电的技术。截至2024年底,全球水电装机容量已增至1 450 GW(包括抽水蓄能189 GW),2024年发电量约4 578 TW⋅h,占全球总发电量约14.3%,持续保持全球最大的可再生能源地位(从发电量视角看),主要技术分类及对应TRL如图5所示。2024年全球水电市场规模约2 584亿美元,预计2025—2031年将以5.00%的复合年增长率增长[37]。由于其他可再生能源的规模化发展,预计水电到2050年在全球清洁能源比例中的占比将从当前14.3%降至11%以下,其高效、可靠、低成本、快速及灵活调节能力将继续使其在能源结构中占据不可或缺的地位。
图5
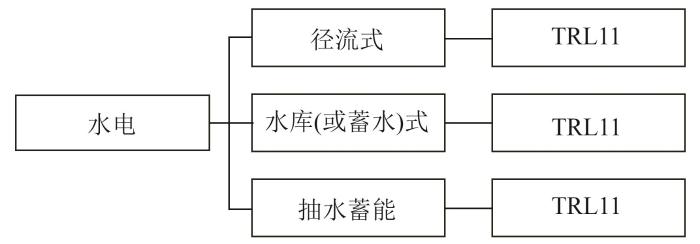
水电创新技术主要包括:利用数据分析、机器学习、计算流体动力学(computational fluid dynamics,CFD)和预测性维修技术,提升水电机组性能、水力管理和机组状态监视水平;基于建模仿真及数字孪生技术构建数字水电,发挥数字赋能作用;集成电池储能等技术,进一步提升水电机组爬坡率,降低机组寿命损耗,提升水电综合效能;利用水力短路(hydraulic short circuit,HSC)等先进技术,同时兼具抽水蓄能和放水发电功能,显著提升抽水蓄能调节范围等。
1.4 核电
1.4.1 核电技术概述
核电是一种将核反应(指原子核间,或者原子核与质子、中子、光子或高能电子等粒子间碰撞生成一种或多种新核素的过程)所释放出的热能转变为电能的技术。据国际原子能机构统计,2024年底全球在役核电装机容量为377.01 GW(共417个反应堆,分布在31个国家),2024年发电量达到2 617.53 TW⋅h,是仅次于水电的第二大清洁能源技术。2024年全球核能市场规模为335.812亿美元,预计2025—2031年将以2.50%的复合年增长率增长[38]。美国、加拿大、法国、英国、日本等31个国家相继在COP 28和COP 29联合国气候变化大会上签署了“三倍核能宣言(Declaration to Triple Nuclear Energy)”,旨在将2020—2050年核能容量提升至现有容量的3倍。考虑到核能的清洁低碳、可信容量高、占地面积少、可直接利用热能、对当地经济集中赋能等作用,加之由人工智能、数据中心、制造业、电气化等快速增长带来的前所未有的负荷需求增长,美国DOE在其“先进核能商业腾飞之路”(2024版)中提出,美国现有94个核反应堆,装机容量约100 GW(提供了全美约20%的电量和约50%的清洁电力),计划到2050年全美核电新增装机容量200 GW,核电总装机容量达到约300 GW[39]。
图6
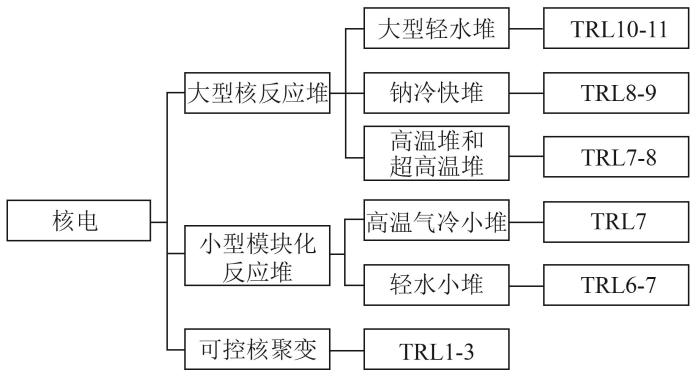
1.4.2 大型核反应堆
1)大型轻水堆
现代大型轻水堆属于三代堆。三代堆是在二代堆基础上进行了燃料技术、热效率、安全性能(包括能动式和非能动式安全系统)、降低投资和维护成本的标准化设计等渐进式改良后的新一代堆,通常机组容量大(≥1 GW),基于轻水堆技术,常在基荷下运行,但也具有一定灵活运行能力,可成为未来清洁和可调度电力的重要来源,但也面临建设投资规模大、交付周期长、核废料处理难等挑战。常见堆型有EPR、AP1000、华龙一号、国和一号、APR1400、VVER-1200、VVER-TOI等。国际上主要国家部署目标如下:印度到2032年核电装机容量达到22.5 GW;俄罗斯核电在总发电量中占比到2030年达到25%~30%,2050年达到45%~50%,2100年达到70%~80%;沙特到2040年核电装机容量达到17 GW。根据IEA发布数据,主要经济体的2050年核电降本目标分别如下:美国4 500美元/kW,欧盟4 500美元/kW,中国2 500美元/kW,印度2 800美元/kW。
2)高温堆和超高温堆
高温堆(high-temperature gas-cooled reactor,HTR)及超高温堆(very HTR,VHTR)属于四代堆技术(还包含气冷快堆、铅冷快堆、熔盐堆、钠冷快堆(sodium-cooled fast reactor,SFR)、超临界水冷堆等),其以氦气为冷却剂、石墨为慢化剂,采用包覆颗粒燃料元件(依堆芯设计不同,可为棒状或卵石状)。HTR出口温度为750~900 ℃,VHTR出口温度可达1 000 ℃,在供电、高温热能方面极有吸引力,加之易采用布雷顿循环,可大幅提高发电效率。VHTR极适宜于采用热-化学循环方式大规模制氢和高温过程热应用场合。HTR和VHTR技术研发和工程设计方面重点布局的国家有中国、美国、俄罗斯、日本、韩国、法国、英国、瑞士、澳大利亚等。HTR示范项目有中国石岛湾高温气冷堆示范工程(热功率2×250 MW,电功率210 MW,750 ℃,朗肯循环,2023年12月6日正式商运)、美国Xe-100示范项目(电功率4×320 MW,已完成概念设计,拟2028年商运)。VHTR的主要挑战包括开发高可靠性/长寿命的耐高温材料、燃料设计和制造等。日本开发了VHTR试验堆(出口温度950 ℃),并曾成功试运了数小时。
3) SFR
SFR是采用液态钠作为冷却剂的快中子增殖堆,已在部分国家商运,是最成熟的四代堆技术之一。SFR具有快中子谱、液钠冷却剂和封闭燃料循环等特征。全尺寸设计(可达到1 500 MW)大多使用MOX燃料(由钚和铀的氧化物混合制成的混合氧化物燃料)。SFR优化了铀资源利用率(可达三代轻水堆的100倍),核燃料可多次循环利用,最大程度降低最终核废料量,可作为未来封闭核燃料循环的重要组成;其出口温度(550 ℃)比轻水堆高,增加了除电力外的应用范围。研发重点是进一步降低投资成本、增加非能动安全、加快先进燃料再处理技术的工业化部署,小型化也是研究重点之一。国际上主要典型工程如下:法国Phénix快堆运行多年(1973—2009年),验证了工业规模应用MOX燃料的运行性能;俄罗斯SFR BN-600 (600 MW)自1980年就投入商运,BN-800(800 MW)于2015年并网;中国实验快堆(热功率65 MW,电功率20 MW)于2011年并网,首个示范工程福建霞浦CFR-600示范快堆已投入商运;美国正在建设TerraPower钠堆项目(单台机组,345 MW)。
1.4.3 小型模块化反应堆
小型模块化反应堆(small modular reactor,SMR)是指发电机组容量50~350 MW的反应堆,主要堆型有高温气冷小堆和轻水小堆等。SMR设计通常采用集成设计理念,将反应堆小型化、模块化,可将所有主要反应堆部件布置在单个压力容器中,SMR容器及其部件在工厂组装,然后运送到电厂现场安装。与大型堆相比,SMR理论上可显著减少施工时间和成本,降低投资风险。SMR功率小、对电网要求低、厂址选择和应用场景广泛灵活,可部署于大堆不适宜的场所,可用于供电/供热、制氢、海水淡化等灵活应用,还可用于替换已有的燃煤电站。当前,世界主要经济体均在积极开展SMR的研发及建造工作。
此外,常将发电机组容量小于50 MW的模块化反应堆归入微型核反应堆(简称“微堆”)范畴。微堆具有固有安全性高、模块化、易于扩展、便于运输与部署、自主运行等特点,可用于对可靠性、移动性和紧凑性等要求高的场合(如军事设施、采矿、救灾、太空等)。常见的研究堆型有热管堆、SFR、铅冷快堆等。在英国太空局资助下,Rolls-Royce正在开发太空用微堆,计划在2030年前进行首个飞行试验示范,为太空任务提供安全、可靠和灵活的电力。
1)小型模块化高温气冷反应堆
高温气冷SMR技术是基于已有的高温气冷堆技术。高温气冷SMR电站选址灵活,不需要靠近水体建设,降低了建设成本。前述的中国石岛湾高温气冷堆示范工程、美国Xe-100示范项目也属于SMR范畴。此外,英国拟在21世纪30年代早期开发12个SMR电站,并建设40个Xe-100堆(标准设计为由4组电功率80 MW单元构成的320 MW机组)[41]。
2)小型模块化轻水反应堆
轻水SMR技术是基于现有的商用大型轻水堆技术,但采用集成设计理念减小外形尺寸。全球主要设计、在建、投运堆型有:阿根廷CAREM25,中国玲龙一号ACP100、CAP200、CNP300、Happy200、ACPR50S,法国Nuward,日本IMR,韩国BANDI-60S、SMART,俄罗斯RITM-200、RUTA-70、ELENA、VBER-300,英国UK SMR,美国SMR-16、NuScale、W-SMR、mPower等。下一步,还需通过标准化设计、规模化部署、学习效应等进一步降低造价。
1.4.4 可控核聚变
可控核聚变发电技术成熟度当前较低,所研发的聚变方法主要包括磁约束法、惯性约束法、磁-惯性约束法、混合磁/静电约束法、μ介子催化法等,所采用的聚变燃料主要有氘-氚、氘-氘、质子-硼、氘-氦3、锂等,面临的挑战主要有聚变能效、脉冲持续时长、氚自给率、中子韧性材料、等离子体学、等离子废气、热管理、集成系统工程设计、全生命周期管理等方面。国际热核聚变实验反应堆是当前最大的Tokamak磁约束聚变实验项目(500 MW),旨在验证核聚变的可行性,作为未来商业化聚变反应堆的基础。该项目预计2036年实现全磁能和等离子体电流(15 MA)下的长脉冲运行,2039年开始氘-氚运行阶段。美国劳伦斯⋅利弗莫尔国家实验室的国家点火装置是目前最大的激光惯性约束聚变实验设施,自2022年底以来已成功点火8次以上,并且实现了8.6 MJ能量输出,能量增益大于4。欧洲联合环已成功运行40年,在其2023年底退役前进行的最后实验中保持了5 s自持聚变,以最小燃料生成了69 MJ能量,并且进行了高能电子束控制和容器材料损伤机理的研究。中国Tokamak实验装置“东方超环”实现了1 066 s的稳态高约束长脉冲等离子体运行,环流三号(HL-3)达到了原子核温度1.17亿℃、电子温度1.6亿℃的运行参数。德国马克斯⋅普朗克等离子体物理研究所于2025年5月成功在Wendelstein7-X仿星器实验装置上创造了在核聚变所需三乘积(等离子体粒子密度、温度、约束时间的乘积)阈值之上运行长达43 s的新纪录。中国、美国、英国、韩国、俄罗斯等国家均在进行可控核聚变电厂概念设计(主要指标包括聚变热功率100~500 MW,电功率≥50 MW,能量增益>1,建造费用50亿~60亿美元),预期建成时间目标不一,时间总体跨度为21世纪20年代末至50年代中期[44]。
1.5 地热发电
1.5.1 地热发电技术概述
地热发电是一种把地下热水或蒸汽的热能转换为机械能,再把机械能转换为电能的发电技术,其主要分类及对应TRL如图7所示。其中,干蒸汽式、闪蒸式、有机朗肯循环(organic Rankine cycle,ORC)和卡林娜过程等通常通过地下天然裂缝进行地热流体的循环,属于传统的水热型地热技术;增强地热系统(enhanced geothermal system,EGS)、闭式及半闭式系统(closed loop geothermal system,CLGS)利用由水力压裂和水平钻井工程化裂缝互连的井对、渗透在较深地下的系列封闭井筒回路进行地热流体循环,属于前景看好、潜力巨大的下一代地热技术(如美国DOE认为,下一代地热技术可将美国可用地热资源从40 GW大大扩展至超过5 000 GW[45])。
图7
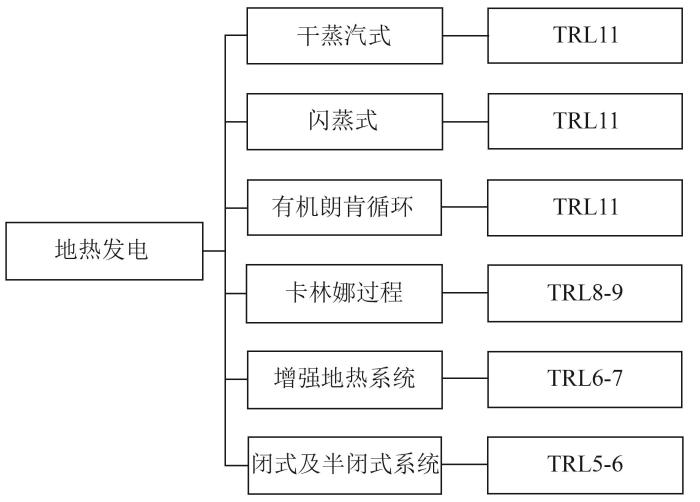
全球地热发电装机容量2024年达15.68 GW,预计2025—2029年将以2.69%复合年增长率增长[46]。地热发电优势在于其清洁、灵活、稳定,地热能的发电过程不受天气等外部环境影响,因此可实现全天候、连续、可靠的电力供应。这一特性使其成为未来能源转型中不可或缺的能源。随着地热技术的进步和多样化[47],全球地热发电潜力预计将在未来数十年内显著增长。2024年全球地热发电市场规模约87.5亿美元,预计2025—2033年将以4.2%复合年增长率增长[48]。美国将地热发电视为未来实现全美电力脱碳的重要技术之一,并计划按2个阶段部署下一代地热电站:1)在2030年前投入200亿~250亿美元,先行部署2~5 GW;2)2030—2050年再投入2 250亿~2 500亿美元,进一步部署88~125 GW。IEA预计下一代地热技术在未来10年会吸引1万亿美元的投资,到2050年会吸引2.5万亿美元投资,从而推动地热发电成本降至50美元/(MW⋅h),全球部署多达800 GW的地热发电装机容量,到2050年地热发电量将满足15%的全球电量需求,使地热发电成为全球发电量增长份额中仅次于太阳能和风能的第三大可再生能源[49]。
1.5.2 干蒸汽式地热发电
干蒸汽式地热发电是一种直接将地热生产井抽出的干蒸汽传输到汽轮发电机组进行发电,再将蒸汽经过汽轮机后形成的冷凝水注入地热回灌井的成熟技术。该技术历史最为悠久,1911年在意大利托斯卡纳就建成了第一座干蒸汽式地热发电厂(装机容量为15 kW)。干蒸汽式地热发电效率高,工艺及设备相对简单,但对地热井蒸汽品质要求高(>150 ℃)。当前干蒸汽式地热发电量约占地热总发电量的1/4。典型电厂有意大利Larderello地热电站(约800 MW)、墨西哥Cerro Prieto地热电站(约720 MW,部分采用干蒸汽技术,部分采用闪蒸技术)。
1.5.3 闪蒸式地热发电
闪蒸式地热发电是一种从生产井抽取高压汽水混合物,通过闪蒸方式将其转化为蒸汽,再驱动汽轮发电机发电的技术,适用于150 ℃以上以水为主的地热井。工艺可为一次闪蒸,为获取更多蒸汽工质,也可为二次、三次闪蒸等。该技术具有技术成熟、高效、规模化、应用广泛等优点。当前闪蒸式地热发电量约占地热总发电量的2/3,主要应用国家有美国、冰岛、印尼、日本、新西兰等,典型电厂有新西兰Wairakei地热电站(约180 MW)、菲律宾Makiling-Banahaw地热电站(约458 MW)等。
1.5.4 ORC地热发电
ORC地热发电是一种通过低沸点有机工质与低温地热介质进行热交换变成蒸汽,进而驱动汽轮发电机组进行发电的技术。ORC属双循环类,可充分利用低温(73~180 ℃)地热资源,所采用的工质类型有丙烷、丁烷、戊烷等。该技术于20世纪50年代提出,是近几年发展最快的地热发电技术(近5年增量达2 GW)。典型电厂有美国Chena温泉地热电站(地热流体温度低至74 ℃)、冰岛Svartsengi热电联产电站(采用闪蒸式和ORC式)、土耳其Dara Jalil地热电站等。2022年ORC地热电站工程造价为8 125~8 525美元/kW,预计2050年可降低至5 700~7 400美元/kW。
1.5.5 卡林娜过程地热发电
卡林娜过程地热发电与ORC地热发电类似,均属于双循环类地热发电技术,主要差异在于前者工质为氨-水两元混合物,在可变温度下蒸发和冷凝,循环过程从汽轮机排气中回收热量。典型项目有冰岛Husavik热电站(电功率为2 MW,热功率为20 MW),德国Unterhaching热电站(电功率为3.4 MW,热功率为38 MW)和Bruchsal电站(580 kW),日本EcoGen机组(50 kW)等。
1.5.6 EGS地热发电
增强地热也称工程地热,是一种在缺乏自然有利渗透性和/或水的地下(热岩)人造地热储层的技术。EGS属于新一代地热技术范畴,旨在利用没有蒸汽/热水的区域或不能提供足够蒸汽或热水的区域地热,以及渗透性低的区域地热。EGS在上述区域利用水力压裂和水平钻井工程技术,通过打开原有裂缝和/或创建新的裂缝来提高渗透率,形成热裂岩(人造大型热交换区域),并使生产井和回灌井形成互连井对(具体井深取决于地下何处有足够温度的地热和合适的地质条件,但通常为1 500~4 000 m),再通过泵入/泵出传热介质(常采用水)来实现地热能的循环利用。EGS研发时长超过50年,近年来发展较快。EGS大大提高了可利用的地热资源,但其未来成本有不确定性。美国计划到2035年将其成本降低90%,降至45美元/(MW⋅h);2022年ORC EGS电站造价为16 500~45 800美元/kW,预计到2050年造价为3 500~40 000美元/kW。全球现有14个EGS试运行电站,分布于奥地利、法国、德国、美国等。美国地热能研究前沿观测站现场实验室设有4 400万美元的EGS创新资金及高达1.65亿美元的资金(用于石油和天然气的最佳实践转移),以推进EGS和传统地热;另外,拨款7 400万美元资助多达7个试点项目,其中包括Fervo能源于2023年5月建成的3.5 MW“项目红”,以及规划容量为400 MW的下一个项目(其首个10 MW机组预计于2026年并网)。随着技术的成熟,EGS预计将在未来10~20年内成为地热发电的重要组成部分,为地热发电带来更大规模的可扩展性。
1.5.7 CLGS地热发电
CLGS地热发电是近年来出现的一种新型地热技术,涵盖了系列新型全闭式或部分闭式(混合)发电技术。该技术主要依靠沿长井筒的岩石(不良导体)内的热传导,工质通常采用超临界CO2或其他新型流体。与EGS相比,CLGS通常采用单个钻井路径,不需要采用水力压裂构建地热流体路径,从而降低了与水力压裂流体相关的环境和人类健康的潜在风险;但EGS具有相当多的断裂路径和相当大的换热表面积,允许循环地热流体从热岩石中传导更多热量,而CLGS只有由输送流体的钻孔构成的换热表面积,为传导相同的热量,CLGS循环井必须穿透到更深、更热的岩石中(如当前有的研发项目井深超过8 km)。第一代CLGS可在100~180 ℃低温沉积型地热资源中应用,从而使得可利用地热资源从有限的常规地热资源扩展到沉积盆地型地热资源,带来可用地热规模和区域的大增;第二代CLGS与EGS类似,可利用大于200 ℃的干热岩直接进行供热或发电。
CLGS属于下一代地热技术,许多CLGS设计类型正在研发中(如采用由单个钻孔构成的生产井和回灌井的同轴系统、生产井和回灌井分开的U型管系统等)。当前主要国际研发项目如下:加拿大Eavor-Lite Eavor-Loop示范项目(电功率4 MW/10 km2,热量4~6倍),美国德州Sage地热系统试验项目(2~3 MW),德国Eavor回路示范项目(电功率4 MW/10 km2,热量4~6倍),英国CeraPhi油气井改建项目等。下一步该技术研发重点是到2050年将工程造价从2020年5 750~14 375美元/kW降至2 700~7 000美元/kW。
1.6 氢/氨能发电
氢能(包括氢基能源——氨能)作为一种清洁低碳、可再生的能源载体,可成为清洁电力系统灵活性电源、大规模和跨季节长持续时间储电的潜在重要来源,是实现电力系统碳中和、应对风光等波动式可再生能源、提高低碳电力系统可靠性极其关键的技术。除中国外,日本、韩国、欧洲、北美等也在积极研发和布局氢/氨能发电技术,以实现发电系统的去碳化。基于现有项目和计划项目统计数据,IEA预测到2030年全球氢能和氨能电站容量为7 100 MW。
1.6.1 氢能发电技术
图8
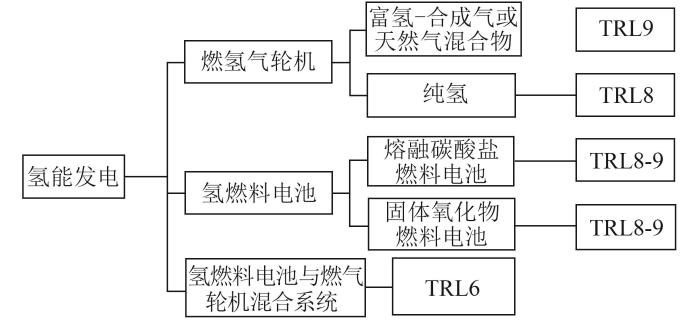
1)燃氢气轮机
①富氢-合成气或天然气混合物燃气轮机
H2在空气中燃烧会带来高温(2 045~2 660 ℃)、NO x 排放、可靠性、火焰稳定性、回火、效率增益等挑战,常规燃气轮机需进行改造才能适应富氢燃料。专门设计改造后的燃气轮机可在富氢-合成气/天然气混合燃料下运行。富氢合成气/天然气混合物燃气轮机已在钢铁、石化和炼油工业使用多年,积累了数百万小时的大规模运行时间。
近年来,全球主要经济体大多数都布局富氢-合成气或天然气混合物燃气轮机技术研发。葡萄牙提出到2030年燃气发电中H2占比达5%~15%的目标;美国Constellation与西门子、EPRI于2023年5月宣布,经过验证,通过少量必要改造,原753 MW天然气联合循环电站可掺氢达38%;日本川崎重工于2021年在1 MW级热电联产燃机上验证了灵活掺氢(包括100%氢);韩国韩华集团于2023年初成功进行了60%掺氢燃烧;法国Hyflexpower,葡萄牙FLEXnCONFU-Ribatejo天然气电站、Tapada do Outeiro热电站绿氢项目,美国Long Ridge能源终端、Intermountain电站等也进行了不同程度的掺氢研究。
改造后的燃气轮机可燃烧氢体积分数为5%~60%(未稀释)的燃料气体混合物,特定工程应用中具体掺氢比取决于燃气轮机改造程度。预计到2027年,掺氢比超过50%的H级燃气轮机会投入商运。在运行中,H2混合比不是固定不变的,常常会波动,而燃烧过程对H2混合比大幅变化的适应程度还需深入研究。
②纯氢燃气轮机
专门设计的燃气轮机可在纯氢燃料下运行。改造后在某些燃气轮机中,通过向燃气中添加大量稀释剂(如N2/蒸汽),可燃烧氢体积分数高达100%(稀释)的燃气混合物。
国际研发方面,意大利Fusina电站12 MW燃机在2010—2013年曾采用邻近石化厂的H2运行;日本新能源及工业技术开发组织于2019—2021年在1 MW级燃机上验证了纯氢或与天然气灵活组合的燃烧;法国HYFLEXPOWER公司于2023年底在12 MW燃机上进行了可再生H2(混合比高达100%)试用;韩国釜山重工拟于2027年前将已在役25年的燃机改造为270 MW燃氢气轮机,韩华通用化学公司和西部电力公司联手将GE-9E燃机转换为燃氢气轮机,并于2023年底在一台80 MW燃机进行了100% H2燃烧示范,其NO x 排放小于9×10-6;挪威Stavanger大学2022年底采用DLR开发的燃烧器技术运行了100 kW微型燃气轮机,燃料为CH4/H2混合物,最高可达100%H2;德国RWE的H2GT-Lingen项目基于川崎重工34 MW燃机技术,正在研发100%绿氢发电机组;美国Duke能源正在将原83 MW燃机转换为100%燃氢机组;英国Keadby氢能示范项目总装机容量1 800 MW,以100%H2作为燃料,计划于2030年前投运,旨在成为全球首个100%氢燃料电站。
当前,纯氢燃气轮机还需解决NO x 排放、燃烧稳定性、效率增益、燃料组分变化等方面的挑战。欧洲EUTurbines组织(成员包括安萨尔多、MAN、GE Vernova、三菱、西门子等)承诺在2030年前提供采用干式低NO x 燃烧系统的100%H2运行的现代燃气轮机。
2)氢燃料电池
氢燃料电池既可作为电解装置来制氢,也可用作燃料电池来发电[51]。氢燃料电池是将H2转化为电能和热能的另一选择,转化过程只产生水,几乎无任何直接温室气体和污染物排放,燃料利用效率高,燃料选择灵活多样,易于安装。氢燃料电池电效率可超过60%(当计入热能利用时,总效率可超过80%),且在部分负荷下的效率高于满负荷,如此对电力系统负荷平衡等灵活运行特别有吸引力。固体氧化物燃料电池(solid oxide fuel cell,SOFC)在800~1 000 ℃高温下运行,熔融碳酸盐燃料电池(molten carbonate fuel cell,MCFC)在约600 ℃高温下运行,均不需要外部重整器制氢,可直接利用不同碳氢化合物燃料。
SOFC和MCFC适合农村或离网地区、军事设施、分布式发电、微电网、热电联产(combined heat and power,CHP)等场合,可为用户提供稳定、可依赖和韧性的电能、热能;由之构成的CHP系统特别适合医院、大学等有较大能源需求的建筑群应用,其能效、成本-效能非常好,也是有吸引力的后备电源可选项。MCFC可达兆瓦级发电功率,但由于其功率密度低,外形尺寸相对较大。SOFC主要国际研发及供应商有Bloom Energy、Sunfire、Elcogen、SolidPower、博世、Ceres、瓦锡兰/Convion、Viessmann、SOFCMAN、CNFC、东芝、斗山集团等;MCFC有FuelCell Energy等。韩国计划2040年地区电网系统(1~30 MW)燃料电池发电容量达8 GW,出口容量>7 GW;欧盟FCH JU计划2030年将造价从1 500~2 500欧元/kW降至1 200~1 750欧元/kW。
3)氢燃料电池与燃气轮机混合系统
在高温燃料电池(如SOFC)-燃气轮机混合系统中,燃料(如天然气、合成气)在SOFC中直接转换,但SOFC废气仍富含燃料和未燃烧的H2、碳氧化物(CO/CO2)和水汽,这部分废气还可在燃气轮机中直接与氧气或空气燃烧,以产生更多的电力。若在氧气环境下燃烧(用氧气代替空气),对燃气轮机废气冷凝去除水后,还可获得相对纯净的CO2以储存或利用。可见,高温燃料电池与燃气轮机混合系统是一种清洁灵活的发电选项,可用于支持波动式可再生能源的电力系统集成,系统具有更高的效率和易于CO2捕集,但技术复杂度较高,当前正在进行工程验证。日本三菱电力已安装了8台SOFC氢燃料电池-燃气轮机混合系统的示范装置,功率为250 kW,电效率为55%。下一步计划将该机组增加到1 MW,并最终将其与燃气轮机、蒸汽轮机集成,以建成能够实现70%以上电效率的公用事业规模的电站。
1.6.2 氨能发电技术
与氢相比,氨体积能量密度更高,便于利用现有和新建基础设施进行液化、运输和储存,无需对工艺系统进行重大改造,氨就能在锅炉、燃气轮机、内燃机中燃烧,部分或全部取代化石燃料[52]。氨燃烧时不会产生CO2,利用现有技术即可将氨燃烧产生的NO x 排放量控制在所需水平,从而使氨成为一种可行的脱碳清洁燃料。因此,氨能发电作为一种新兴可再生能源技术(其主要分类及对应TRL见图9)引起广泛关注。尽管目前全球氨能发电的实际占比相对较小,发电量仅占总发电量的0.01%以下,但考虑到短期内氨能对已有电厂的减排作用,长期看可提供电力系统灵活性和大规模长持续时间储能,提升新型电力系统的可靠性,因而潜力巨大,未来有望成为清洁能源系统中的重要组成部分[53]。当前限制氨能发电的主要障碍之一是清洁氨制取成本较高。
图9
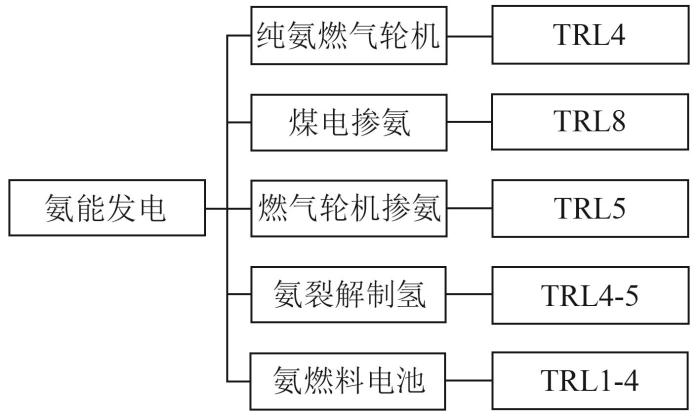
1)燃气轮机掺氨发电技术
高比例液氨可直接喷入天然气燃气轮机燃烧室,可减少燃烧过程产生的CO2排放,但同时也易增加NO x 排放。国际上对该技术布局的国家有日本、德国、美国等,日本株式会社IHI进行了2 MW燃气轮机70%液氨共燃示范。在大型燃气轮机中,正研究解决掺氨燃烧运行稳定性与NO x 排放相关的技术挑战等。
2)煤电掺氨发电技术
在现有燃煤电厂中,掺氨燃烧是短期内降低CO2排放的可选项之一。许多工程实验和示范表明,对燃煤电厂进行少量改造便可实现20%掺氨,且掺氨燃烧不存在任何问题,特别是无氨的逃逸。当前日本、中国、印尼煤电机组掺氨示范项目中掺氨比例已达30%,正在继续努力将氨/煤共燃中氨的比例提高到50%,并最终提高到100%。例如,日本能源公司JERA于2017—2021年在其碧南电厂100万kW煤电机组上成功实现1%掺氨示范;日本JERA与IHI于2024年6月在Hekinan电厂1 GW燃煤机组进行了20%掺氨燃烧示范,并计划在2027年开始20%掺氨商业运行;日本IHI拟在20%掺氨基础上进行50%及以上掺氨研究;2023年皖能铜陵电厂进行了300 MW燃煤机组掺氨10%~35%试验,国家能源投资集团台山电厂进行了630 MW大容量燃煤锅炉掺氨燃烧验证;2023年印尼Indo Raya Tenaga在爪哇9号和10号1 000 MW超超临界机组上进行了60%掺氨试验等。
该项发电技术预计近期将在各类商业电站进行氨燃烧和氨/煤共燃的初期示范,随后将在2030年左右进行大规模实施。下一步重点是研发高可靠性的纯氨燃烧器,实现更高的氨浓度和燃烧率。
3)纯氨燃气轮机发电技术
与天然气和氢相比,氨的燃烧稳定性较差,燃烧速度较低,且还存在低毒性和腐蚀性,但其主要优点是比氢更易运输和储存。微型/小型纯氨燃气轮机(功率50 kW、2 MW)已在日本得到稳定运行的成功证明,2022年日本IHI还进行了2 MW燃气轮机100%液氨直接燃烧的成功示范,减少燃气轮机温室气体排放超过99%,且N2O排放也维持在10-5的低水平[54]。大型纯氨燃气轮机尚存在技术挑战,当前技术成熟度较低。
在大型纯氨燃气轮机研发中,重点布局的日本、德国、美国等国家正在研究解决氨与空气反应缓慢、火焰稳定性和NO x 排放等问题,并研发新型大容量多级低NO x 氨燃烧器和高效选择性催化还原装置等。日本三菱重工正在进行大型纯氨燃气轮机产品的可行性研究;GE和IHI已联合启动大规模氨燃烧试验,并计划2030年前推出F级大型纯氨燃气轮机。
4)氨裂解制氢+燃气轮机发电技术
氨裂解制氢+燃气轮机方式提供了一种与氢、生物甲烷等其他低排放燃料相竞争的灵活发电技术。氨通过热分解、催化分解方式裂解成H2和N2,由此产生的混合物可直接在燃气轮机燃烧室中燃烧。氨在600~1 000 ℃(具体值取决于所用催化剂类别)温度下分解、裂解所需的热量,可由单循环模式下燃气轮机排出的高温废气(550~650 ℃)提供一部分;在联合循环模式下,若用燃气轮机排出的高温废气为氨分解、裂解提供能量,会略微降低整个过程的发电效率;为尽量减少裂解能量需求,可仅对氨部分裂解,由此形成氢、氮和氨的燃料混合物。但需注意的是,即使采用当前最先进的稀薄预混燃烧技术,裂解产物中若存在少量(10-2数量级)的残留氨,也会导致过高的NO x 排放(10-4数量级)。
日本三菱重工正在开发氨裂解装置,计划在2025—2030年建造第一座裂解氨制氢+掺氢燃烧示范电站,2030—2035年建成100%燃氢示范电站;澳大利亚联邦科学与工业研究组织(Commonwealth Scientific and Industrial Research Organisation,CSIRO)开发了一种氨裂解装置,前期主要用于氨制氢车辆加氢系统;阿根廷大规模氨裂解主要用于生产重水(在Arroyito重水生产厂,氨裂解量3 000 t/d,对应产氢量0.2 Mt/a);挪威SINTEF能源研究院正在牵头开发一种适用于海上油气行业的单循环燃气轮机、具备废热再生功能的紧凑型氨裂解炉;西班牙H2SITE研发了一种膜式低温氨裂解-气体分离一体化装置(425~450 ℃)。
5)氨燃料电池发电技术
氨燃料电池是一种不同于热化学方式(通过氨燃料燃烧,如纯氨燃气轮机),利用电化学方式(采用燃料电池),将氨燃料的化学能直接转化为电能的技术,具有转换效率高、容量大、功率范围宽、成本高、系统复杂等特点。氨燃料电池可分为直接氨燃料电池(如带选择催化剂的固体氧化物氨燃料电池,氨气直接注入阳极)和间接氨燃料电池(相当于氢燃料电池,氨在注入燃料电池腔前,先将其重整为氢和氮后再注入)。当前有的技术方案选用碱性氨燃料电池和碱性膜氨燃料电池,在低温运行,先将氨蒸发并加热至约100 ℃再注入阳极;有的技术方案选用SOFC,在高温运行,氨不需要进行预处理,直接在500~1 000 ℃高温下裂解并发电,提高了离子导电率和电效率。2023年7月,挪威Alma清洁电力公司成功测试了世界首个6 kW SOFC直接氨燃料电池,电效率为61%~67%[55]。当前,澳大利亚、日本、欧盟等都在推进氨燃料电池的研发,旨在进一步提高性能和降低成本。
未来,氨能的发电量和市场占比有望显著提升。随着氨生产成本的降低和氨能技术的不断成熟,预计到2030年,氨能发电的全球市场将逐渐扩大,发电量占比有可能达到2%。这种增长将受到全球对碳减排的重视以及氨作为清洁燃料在运输和储氨方面应用的推动[56]。
1.7 海洋能发电
1.7.1 海洋能发电技术概述
海洋能发电是指利用海洋所蕴藏的能量进行发电的技术,其主要分类及对应TRL如图10所示。截至2024年,全球海洋能发电装机约1 GW,占全球发电量不到0.1%,但其发展潜力巨大,特别是对于沿海和岛屿电网的电力补充能力。全球海洋能市场规模预计2025年约13.7亿美元,到2032年增长到约48.3亿美元,年复合增长率为19%[57]。IEA-OES预测,到2050年全球海洋能发电潜在装机容量为337 GW;海洋能源欧洲机构预测,到2050年欧洲海洋能发电装机容量目标为100 GW;韩国2030海洋基础设施发展战略目标提出,到2030年海洋能装机容量部署目标为1.5 GW,其中包括700 MW潮流能、300 MW混合式、254 MW潮差能和220 MW波浪能。
图10
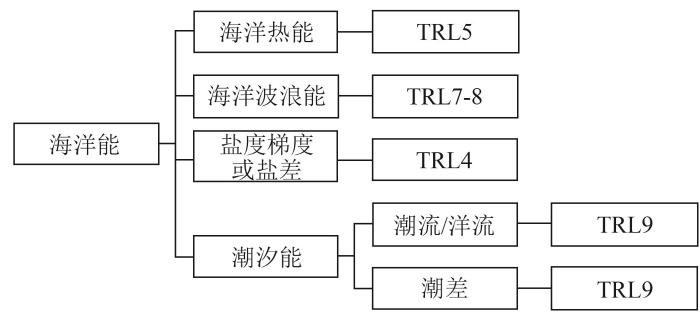
1.7.2 海洋热能发电技术
海洋热能转换(ocean thermal energy conversion,OTEC)是一种利用不同海洋深度所致温差的技术。除发电外,该技术还可用于提供海水空调和海水淡化。海水空调在欧洲的商业和数据中心冷却方面有商业竞争优势,微软曾于2018年在英格兰湾将855个服务器潜放至海洋深处长达25月零8天,以测试海下数据中心的可行性。
美国、欧盟等国家或地区已进行了长时间的OTEC发电技术研究,如美国于1974年成立了夏威夷天然能源试验室,20世纪90年代,示范运营了一个250 kW的OTEC发电厂长达6年;美国海军也进行了105 kW OTEC发电厂示范,并于2015年并网发电;当前正在研发大型OTEC,为海岛供应电力及淡水等。日本冲绳县研发了OTEC发电设施,容量为100 kW,采用R134a工作介质、闭式双朗肯循环,2013—2019年连续运行,2019年起间断运行。冲绳县久美岛也计划到2026年建设一座1 MW OTEC示范电站。印度Kavaratti正在开发65 kW发电容量的OTEC示范海水淡化厂,拟考虑闭式循环法(采用氨作为工质)或开式循环法。韩国在2016—2019年开发了安装于驳船上的1 MW OTEC示范电站并成功实现了试运行。欧盟地平线2020研究和创新项目下设OTEC子项目,进行了海洋能设备、部件、子系统,联网及电力系统,材料和结构,安装、运行和维护,资源和影响评估等方面的研究。
1.7.3 海洋波浪能发电技术
海洋波浪能发电技术是一种利用海洋波浪运动的能量来发电的技术[58],其中波浪能转换器(wave energy converter,WEC)是核心设备。当前所研发的WEC主要有4种类型:1)点吸收器式,是一种吸收水面波浪运动能量的浮式结构;2)衰减器式,属于一种横跨波浪阵面,通过选择性地约束从其穿过的波浪所引起的运动来捕获能量的装置;3)铰接扑板式,是一种安装在浅水区海床上,通过摆动扑板来捕获能量的装置;4)振荡水柱式,属于一种部分浸没的中空结构,向海面以下的海水敞开,捕获水面上方空气的装置,波浪上升和下降对穿过空气涡轮机的空气进行压缩和减压。WEC布局灵活,可部署在海岸线上、海岸线附近,或距离海岸大于100 m以上的场所。较之潮汐能技术,波浪能技术仍处于研发早期阶段,基于系列波浪能设计创新理念的许多新型设备原型正在全球真实海况下进行全面测试或试运。
该技术全球示范项目包括广东万山1 MW波浪能示范项目,美国OE Buoy(0.5~1.25 MW),澳大利亚UniWave200 King Island项目(0.2 MW),英国WaveNET WEC阵列项目(0.45 MW),葡萄牙CorPower Ocean HiWave-5项目(0.3 MW),爱尔兰Saoirse项目一期(2026年,5 MW)、二期(2028年,30 MW),以色列Jaffa波浪能电站(0.1 MW),韩国K-WETEC波浪能电站(0.3 MW),欧盟WEDUSA系列项目等。韩国拟在2030年前部署波浪能220 MW;欧盟战略能源技术计划——海洋能实施(SET)的目标是2025、2030年将海洋能发电的LCOE分别降至0.2、0.15欧元/(kW⋅h)。
1.7.4 盐度梯度发电技术
盐度梯度发电技术是一种利用海水和淡水之间盐度差异的渗透压来产生电能的技术。盐度梯度发电技术部署潜力巨大,全球许多国家都在进行该技术的开发和测试。
研发方面,荷兰REDstack公司采用反向电渗析技术,2014年成功投运Afsluitdijk 50 kW电站;墨西哥盐度梯度集团和CEMIE Océano正在开发反向电渗析设备原型、新型膜材料,压力延迟渗透也是另一个重要研发方向。
1.7.5 潮汐能发电技术
1)潮差能发电技术
潮差能发电技术是一种基于常规水力发电原理,从高潮和低潮之间海平面差异中获取能量的较为成熟的发电技术。
全球重点研发国家有英国、荷兰、法国、韩国、加拿大、中国等。示范工程有韩国始华潮差电站(2011年投运,254 MW),法国La Rance潮差电站(1966年并网,240 MW),加拿大Annapolis潮汐电站(1984年投运,2019年1月因设备故障退役,20 MW),浙江温岭江厦潮汐试验电站(1980年投运,4.1 MW)。按韩国2030海洋基础设施发展战略,到2030年潮差能部署目标为254 MW。
2)潮流/洋流能发电技术
潮流/洋流能发电技术是一种利用洋流来发电的技术,类似于风力机利用风流来发电。潮汐流涡轮机可直接安装在海底,也可漂浮于海面并系泊于海底。潮汐流涡轮机类型可分为由2~3个叶片构成的水平轴涡轮机、垂直轴涡轮机、摆动水翼(其水翼连接到摆动臂上,通过潮汐流提升来发电)、封闭式尖端或文丘里效应装置(使潮汐流通过文丘里装置来增加潮汐流的速度)、潮汐风筝(通过其“翅膀”下方连接的涡轮机系在海底,以八字形路径“飞行”,以增大通过涡轮机的水流速度)、阿基米德螺旋(一种螺旋转动装置,当水流沿螺旋向上流动时,从潮汐流中汲取动力来驱动涡轮机)等类型。近年来,潮流/洋流能发电技术在累计运行时间、部署容量、发电量等方面均取得了较大进步。
全球重点研发国家有中国、美国、加拿大、墨西哥、英国、荷兰、法国、挪威、瑞典、日本、韩国等。自2010年以来,全球部署超过26.8 MW潮汐流电站(当前11.9 MW仍在运行,14.9 MW已退役)。典型项目有中国舟山潮流能示范工程(包括2016年投产的2×200 kW、2×300 kW立轴潮流能发电机组,2018年安装的一个400 kW和一个第三代300 kW水平轴潮流能发电机组,2022年投运的第四代1.6 MW“奋进号”潮流能发电机组)、法国Paimpol-Bréhat试验项目(1 MW双立轴潮流能发电机组)、英国MeyGen项目(一期2018年投运,4×1.5 MW潮流能发电机组;二期计划2027年投运,28 MW潮流能发电机组;三期计划2028年投运,22 MW潮流能发电机组)等。
当前全球潮流/洋流能发电机组额定功率范围为0.1~0.25 MW(小型设备)和1~2 MW(大型设备),未来几年有望增加50%及以上。韩国拟在2030年前部署潮汐流能700 MW;欧盟“SET计划”在2025、2030年将潮汐流能发电的LCOE分别降至0.15、0.1欧元/(kW∙h)。
2 生物能技术
生物能也称生物质能,是指由生物质(指利用大气、水、土地等通过光合作用而产生的各种有机体)通过生物、化学或者物理过程转化所形成的能源[59]。考虑到生物能含有植物通过光合作用从环境中所吸收的碳,且当其用于生产能源时,所吸收的碳在燃烧过程中又被释放并返回大气,故生物能被视为一种温室气体接近零排放的能源。
现代生物能摒弃了传统生物能的利用方式(如使用生物质明火或简单炉灶烹饪和取暖等),降低了严重影响人类健康和环境的因素,是可再生能源的重要来源。据IEA统计,其在全部可再生能源总量中占比近55%,占全球总能源供给的6%以上,对电力和热力供给的贡献当前是风电和光伏发电的4倍。当今,供暖仍然是生物能的最大用途,但生物能也在难以电气化的领域发挥着重要作用。未来生物燃料主要包括生物柴油和生物煤油、生物乙醇、沼气、生物甲烷等类别,这些生物燃料通常可在现有发动机中通过简单改造或不改造而直接使用,可为难以减排的行业(如船运、航运等运输业)提供低碳解决方案。生物能是当今全球最大的可再生能源,预计到2030年生物能产量会超过10 EJ[60],生物能在全球未来能源结构中仍将占据着重要地位。
2.1 生物柴油和生物煤油技术
2.1.1 生物柴油和生物煤油技术概述
生物柴油是指一种将植物油、动物油、回收油脂或微生物油脂等转化形成的,由长链脂肪酸酯组成的可再生液体生物燃料。生物煤油是指一种将生物质转化形成的由碳氢化合物混合物构成的可再生液体生物燃料。生物柴油和生物煤油各种制备技术及对应TRL如图11所示,其中脂肪酸甲酯(fatty acid methyl ester,FAME)、氢化植物油(hydrogenated vegetable oil,HVO)/加氢酯和脂肪酸(hydroprocessed esters and fatty acids,HEFA)2种生物柴油制备技术成熟度较高,已投入商业运行多年;热解与提质(生物柴油),酒精转燃料(alcohol-to-jet,ATJ,生物煤油),气化与费-托无碳捕集、利用与封存(carbon capture,utilisation and storage,CCUS),合成异链烷烃(生物柴油)等技术成熟度居中,处于商业运行前期或投入商业运行时间不长;水热液化(hydrothermal liquefaction,HTL)及提质(生物柴油)、气化与费-托+CCUS、气化及氢增强与费-托、微藻HTL及提质(生物柴油)、微藻氢化处理(生物柴油)、微藻酯交换反应(生物柴油)等尚处于研发阶段。全球生物柴油市场规模2024年约424.3亿美元,预计到2034年将达到924.5亿美元左右,复合年增长率达8.10%[61]。全球生物煤油市场规模2024年近15亿美元,预计到2033年将达到约116.9亿美元,复合年增长率达25.7%[62]。
图11
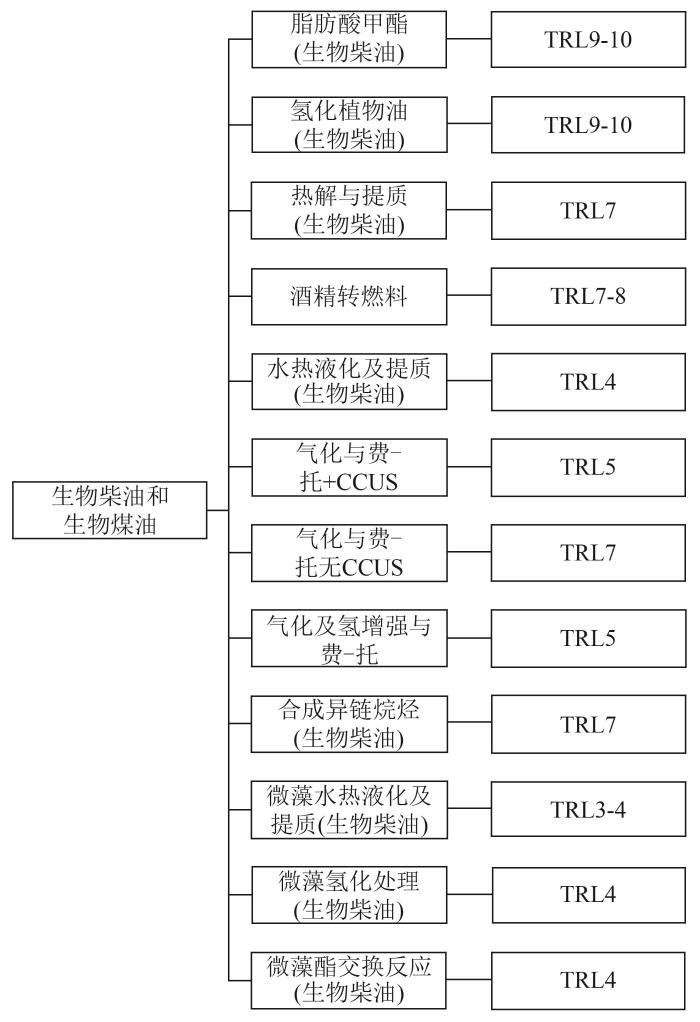
2.1.2 FAME生物柴油技术
FAME生物柴油技术是一种在催化剂作用下,通过植物油(如大豆油、菜籽油、棕榈油)或回收油(如动物脂肪、地沟油)与甲醇发生酯交换反应来生成柴油的技术。在生产工艺过程中,酯交换反应的生成物包含生物柴油和甘油,经过系列纯化和分离工艺,一方面可回收催化剂和剩余甲醇,另一方面可获取清洁的生物柴油和甘油(可用于制药行业)。生物柴油可以5%~7%比例与常规化石柴油混合用于陆上交通,也可以高达100%的混合比例用于船用柴油发动机。
FAME在世界各地已商业化规模生产,欧盟、印度尼西亚、美国、巴西和德国等是FAME主要生产地区。
2.1.3 HVO生物柴油技术
HVO或HEFA技术是一种在催化剂作用下,通过植物油或回收油与氢发生反应,去除氧并将油中的甘油三酯分解成3条独立烃链的生物柴油制备技术,技术成熟度高。
与FAME生物柴油相比,HVO/HEFA生物柴油具有更好储存稳定性、冷流性能,更高十六烷值、可燃性,是美国材料与试验学会(American Society for Testing and Materials,ASTM)认可的可持续航空燃料(sustainable aviation fuel,SAF),当前在航空领域航油混掺上限为50%,理论上可与化石柴油和煤油以任何比例混合。欧盟ReFuelEU航空行动计划提出了最低SAF配额要求,即2025年达到2%,2050年达到70%。美国提出了SAF生产目标值:2030年达到113.6亿L,到2050年达到1 324.8亿L。
2.1.4 热解与提质生物柴油技术
热解与提质生物柴油技术是一种将生物质先在无氧条件加热、分解成生物油和生物炭,再通过标准石油精炼装置(如流体催化裂化装置、加氢裂化装置)将其精炼为生物柴油的技术。典型项目如下:2021年瑞典Pyrocell公司采用荷兰BTG-BTL提供的热解技术,将锯木厂锯末加工成生物原油,再经过炼油厂精炼为生物柴油,年产量达到25 000 t;由澳大利亚可再生能源署(Australian Renewable Energy Agency,ARENA)资助的位于Shire的热解废弃物制生物油项目,采用Renergi研磨热解工艺,2023年投产,产能达到1.5 t/h。
2.1.5 ATJ技术
ATJ技术是一种将酒精(甲醇、乙醇、丁醇等)经过脱水(去除水分)、低聚(将短链烃变为长链烃)、加氢氢化(将烃转化为燃料)、蒸馏分离等系列工艺过程来制取柴油、航空燃料等的技术。ATJ是ASTM认可的SAF,允许混合比达到50%。重点布局该技术的国家主要有美国、荷兰、瑞典、德国、英国等,如美国Gevo公司在德克萨斯州示范装置上利用其专有工艺技术,将异丁醇转化为生物航空燃料,年产能达到3 028万L;瑞典BioFuels公司与Cortus能源公司合作建设ATJ示范工厂,拟将林业残留物气化为合成气,再与酒精结合,将林业生物质转化为生物航空燃料。
2.1.6 气化与费-托技术
气化与费-托技术是指先将生物质(如木材、秸秆、林业和农业残余物、城市固体废物)在氧气受限环境中加热气化生成合成气(由H2、CO、CO2及其他碳氢化合物组成的混合物),再将合成气送入水-煤气变换(water gas shift,WGS)反应器以增加H2/CO比,并将其中的CO2分离出或排空(即无CCUS)或捕集、压缩、利用/存储(即配CCUS),继而再将合成气送入费-托合成反应器生成液态烃,再将生成的液态烃进行清洗、提纯、分离,最终制取出柴油、航空燃料、石脑油、蜡和其他产品的技术。该技术主要挑战之一是如何有效减少生物质气化过程中焦油的积聚量及如何有效去除所积聚的焦油。
美国Velocys公司作为生物质气化费-托反应器的提供商,已在美国、英国、日本进行示范项目的建设。法国也投运了BioTfueL项目,包括一个生物质预处理示范厂,一个气化、合成气清洗、费-托合成及提质示范厂。生物质气化与费-托装置增加CCUS相对容易,如此可提供负碳排放解决方案。美国有少数正在建设的小型商业规模项目,如Aemetis CCS河岸设施项目、伊利诺伊州清洁燃料项目、路易斯安那州绿色燃料项目和Velocys Bayou燃料项目(该项目计划捕集CO2量为50万t/a,利用方式为CO2强化驱油)等。
2.1.7 合成异链烷烃技术
合成异链烷烃技术也称糖转碳氢化合物技术,是一种将生物质中的糖直接转化为类似于柴油的碳氢化合物的技术,可细分为生物、催化2种技术路线,其中生物路线使用微生物进行生物质糖的转化,而催化路线是在高温条件下使用催化剂完成生物质糖的转化。
合成异链烷烃是ASTM认可的SAF,允许混合比达到10%。全球布局该技术的国家主要是美国和法国,美国工业生物科学公司Amyris、生物质材料研发公司Renmatix和法国道达尔与美国DOE签订了合同,将开发一种将纤维素糖转化为法尼烯的集成工艺,并在3年内将生产成本降至2美元/L。
2.1.8 HTL及提质生物柴油技术
HTL及提质生物柴油技术包括HTL技术和生物质油提质技术。HTL称为催化加氢热解,是指在高温高压(250~450 ℃,10~35 MPa)热水中使用催化剂(如碱性催化剂),将生物质进行热分解,转化生成气体和生物油的技术。该技术适用于各类生物质,且生物质原料不需要先进行干燥处理,相较于生物质热解或其他热化学转化技术更有优势。在采用HTL生成生物油后,需先将溶解在水相中的生物油产物从气态和水性产物中分离出来,再使用典型的石油精炼工艺将其精炼提质成高品质燃料(如生物柴油)。
由于通过HTL及提质工艺所生成的生物油的含氧量低于热解所生成的生物油,故可将其掺入重质燃料油中用于航运业。HTL及提质所制备的生物燃料属于ASTM认可的SAF之一,允许其混合比例达50%。全球布局该技术的国家主要有加拿大、英国、澳大利亚、挪威等。丹麦奥胡斯大学开发了一种使用木质纤维素、生物废弃物作为原料的HTL大型原型工厂,其生物油年产能达到1 t。
2.1.9 气化及氢增强与费-托技术
不同于常规气化与费-托技术,气化及氢增强与费-托技术是先将生物质气化为合成气(主要包括H2、CO和CO2)后,将足量的低碳H2加入合成气中,以促成逆WGS反应,将H2和CO2转化为水和CO。此外,加入足够低碳H2也是为了确保费-托合成所需的H2/CO比。对费-托反应器中液体进行进一步清洗并分离出相应的碳氢化合物成品(如生物柴油、航空燃油、石脑油等)。该技术采用H2增强的益处在于可更有效地利用生物质中的碳,将CO2中的碳转化成碳氢化合物燃料,而不是被排放(即气化与费-托无CCUS技术)或捕集和储存利用(即气化与费-托+CCUS技术)。像气化与费-托技术一样,该技术也面临如何有效减少生物质气化过程中焦油积聚量及如何有效去除所积聚焦油的挑战。
气化及氢增强与费-托工艺所制备的生物煤油是ASTM认可的SAF,允许混合比达到50%。加拿大、欧盟等国家和地区在重点布局该技术。由欧盟地平线2020计划资助的FLEXCHX项目已成功示范了采用生物质气化及氢增强与费-托工艺来实现灵活生产电力和热力的目标。
2.1.10 微藻HTL及提质生物柴油技术
微藻HTL及提质生物柴油技术是一种利用生长好的能源类微藻(微藻可在非农业耕地上生长,如开放式池塘、封闭式光生物反应器或不需要光的异养生物反应器,可采用自养、异养、兼养等培养方式),通过HTL技术将其整个藻类细胞进行分解、分离,加工成藻类生物油,再送到炼化装置进行加氢处理,提质成生物柴油的技术。加工处理过程中剩余的固体、水和CO2经处理后可再循环到微藻培养阶段进行循环利用,而其余排出的废气则可用于提供热力、电力或H2。此外,微藻HTL及提质技术在加工过程中无需对微藻原料进行干燥,可直接处理湿原料,且还可全部利用所有藻类成分(脂质、碳水化合物、蛋白质),避免了专门培养和提取高脂质含量原料的必要性。该技术面临的主要挑战是如何有效降低能源类微藻的培育、种植、收获全过程成本,以及如何减少整个过程中能源、水、营养、土地的用量。
中国科学院青岛生物能源与过程技术研究所、法国道达尔等均在进行优化微藻菌株和生物燃料生产酶的系列研究,其中青岛生物能源与过程技术研究所研发的微藻循环式光照兼养培养系统处于实验室试验样机验证阶段,微藻合成生物技术处于产业化阶段。美国太平洋西北国家实验室进行了售价1.18美元/L汽油当量工艺方案的建模设计。
2.1.11 微藻氢化处理技术
微藻氢化处理技术类似于常规HVO技术,当从藻类中提取脂质油后,其过程类似于常规HVO工艺,H2被添加到脂质油原料中,在催化剂作用下,将其中的甘油三酯转化为长链烃,即可再生生物柴油。该技术面临的主要挑战是如何高效生产高脂质含量的藻类,及如何有效地提取脂质油。当前该技术主要受限原因是用于生物能源的微藻类原料生产尚未完全实现商业化、规模化。
2.1.12 微藻酯交换反应技术
微藻酯交换反应技术类似于常规FAME技术,当从藻类中提取脂质油后,其过程类似于常规FAME生物柴油生产工艺,在催化剂作用下,脂质油原料与甲醇发生反应,生成生物柴油和甘油。该技术面临的主要挑战是如何有效降低培养、生产具有脂质含量高且能量、水、营养、土地资源需求少的能源微藻的成本,如何加快生物能源微藻类原料的商业化、规模化推广。
2.2 生物甲烷技术
2.2.1 生物甲烷技术概述
生物甲烷是由有机物分解产生的甲烷,可视为提纯后的沼气。生物甲烷技术是一种在厌氧条件下通过微生物将有机物(如动物粪便、城市固废物有机部分、酒糟等工业废物、农业废弃物和能源作物等)分解形成甲烷,或将生物质直接进行气化再甲烷化的技术。常见的生物甲烷技术类别及对应TRL如图12所示。生物甲烷是未来主要的可再生燃料气体之一,有助于国家或地区实现能源低碳清洁化、多样化、经济性,提升能源独立性。欧盟REPowerEU计划提出,考虑到生物甲烷作为一种可再生和可调度的能源,增加其产量和利用率有助于应对全球气候危机,为此设定了到2030年欧盟生物甲烷产量达350亿m3/a的目标,预计前期市场投资需求为370亿欧元。为支持该目标实现,欧盟于2022年9月创立了生物甲烷产业伙伴关系,旨在扩大欧洲生物甲烷需求和规模化供给,以减少对天然气进口的依赖性、解决高能源价格问题和应对气候危机。全球生物甲烷市场规模2024年约为142.5亿美元(欧洲主导生物甲烷市场,其份额占比高达45.12%),预计2032将增长到250亿美元,在预测期内复合年增长率约为7.08%[63]。
图12
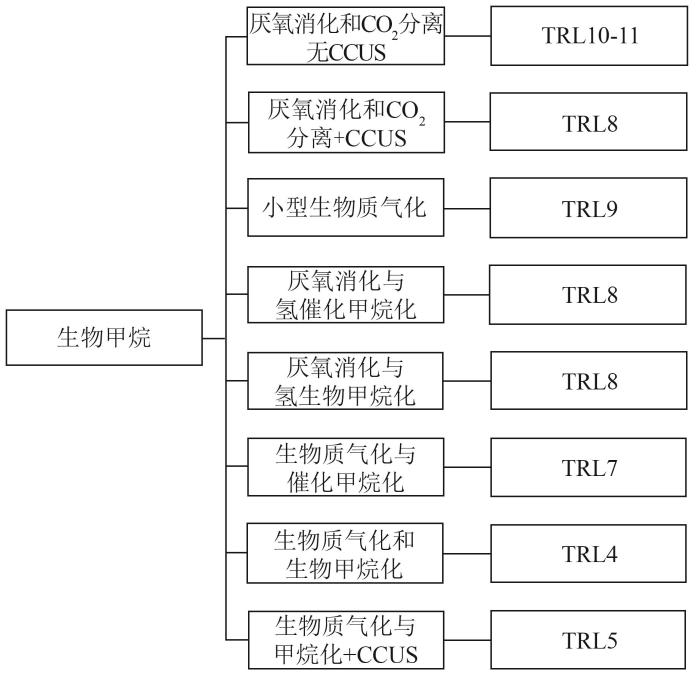
2.2.2 厌氧消化和CO2分离生物甲烷技术
厌氧消化和CO2分离生物甲烷技术是一种基于厌氧消化原理(厌氧消化也称厌氧发酵、沼气发酵,指在一定水分、温度和无氧条件下,由兼性菌和厌氧细菌将可生物降解的有机物分解消化的过程),采用厌氧消化装置,使细菌在没有氧气的情况下将有机生物质分解产生沼气(所生成的沼气主要由CH4(50%~75%)和CO2(25%~45%)组成),再去除沼气中的CO2和H2S等杂质,将产出物升级为生物甲烷的技术。按照是否配CCUS,可细分为厌氧消化和CO2分离无CCUS技术、厌氧消化和CO2分离+CCUS技术两类,后者所配的CO2捕集和压缩装置常集成于沼气提质内CO2分离系统中。通常大型厌氧消化装置(>5 MW)系统适合配备碳捕集和贮存系统(carbon capture and storage,CCS)。
全球布局该技术的国家主要有德国、法国、英国、丹麦、瑞典、加拿大、美国、中国等。2024年全球共生产近120亿m3生物甲烷。据IEA统计,全球有约700家厌氧消化和CO2分离生物甲烷厂,欧洲增长最为迅速,德国领先(近200家),其次是英国(92家)、瑞典(70家)和法国(67家)等。意大利Tecno Project Industriale建造了一个厌氧消化和CO2分离+CCUS的生物甲烷厂,所捕集的CO2被输送到附近的工厂加以利用。
2.2.3 小型生物质气化技术
生物质气化制生物燃料技术是一种在氧气受限环境中,对木质纤维素含量高的生物质(如木材、秸秆、林业和农业废弃物、城市固体废物等)通过加热方式进行气化(即对其进行加热,但不使之燃烧),生成主要由H2(20%~30%)、CO(约20%)、CO2(约15%)和其他碳氢化合物组成的混合物的生物燃料制备技术。小型气化炉(容量<200 kW)可为山区、海岛、边境等偏远地区提供燃料,用于产生热力和电力,降低生物质直燃对人体健康的不利影响。中国、瑞典、丹麦、德国、印度、日本、泰国等国家均在布局推广该项技术。中国当前推广的生物质商业化技术主要是采用锯末和稻壳等作为生物质原料。
2.2.4 厌氧消化与氢催化甲烷化技术
厌氧消化与氢催化甲烷化技术包括厌氧消化、催化甲烷(也称化学甲烷化或热-催化甲烷化)2个过程,是一种先采用厌氧消化装置将有机生物质分解产生原沼气(主要成分为CH4和CO2),再在催化剂作用和加热条件下使原沼气中的CO2与H2继续发生反应,使原沼气中CO2进一步转化为甲烷的生物甲烷制备技术。较之厌氧消化和CO2分离生物甲烷技术,该技术能更有效地利用原沼气中的生物碳,增加生物甲烷的制备量。
全球布局该技术的国家主要有德国、荷兰、奥地利、瑞士、法国、美国、日本等。奥地利WIVA在其可再生气田示范项目中,先对富含碳的原沼气采用吸收方式深度脱硫以防催化剂中毒,再利用陶瓷蜂窝催化剂,使来自聚合物电解质膜光伏电解水制氢的绿氢与原沼气中的CO2发生化学反应,生成合成甲烷,并将合成甲烷注入天然气管网。当前该厂原沼气输出功率250 kW,计划扩大到500 kW。
2.2.5 厌氧消化与氢生物甲烷化技术
厌氧消化与氢生物甲烷化技术是一种先采用厌氧消化装置将有机生物质分解产生原沼气,再基于氢营养甲烷生成技术,通过氢营养型甲烷菌微生物(如Methanoculleus等氢营养型甲烷菌,Methanobacterium和Methanomassiliicoccus等甲基营养型甲烷菌等,均属于古生菌类群)将低碳H2与原沼气的混合物通过生物转化方式生成生物甲烷的技术。该技术一是避免了沼气中CO2排放或捕集的必要性,二是对原沼气中杂质含量要求不高,三是可低温低压运行(如30~60 ℃,大气压)。具体工程中,生物甲烷化过程可在厌氧消化器内或单独的反应器中进行。
全球布局该技术的国家主要有丹麦、德国、奥地利、美国等。由丹麦能源署资助的、位于哥本哈根的BioCat生物甲烷商业化示范项目,基于Electrochaea的BioCat生物甲烷化技术,利用废水供水厌氧消化器的Avedøre沼气厂,采用单独生物甲烷化反应器,已成功运行数千小时。德国也已建成类似的小型生物甲烷示范工厂,其出力为15 m3/h。美国国家可再生能源实验室与SoCal Gas和Electrochaea合作,建成了250 kW制氢电解槽和700 L生物甲烷化反应器的中试项目。
2.2.6 生物质气化与催化甲烷化技术
生物质气化与催化甲烷化技术也称为生物合成天然气技术(bioSNG),是一种先将木质纤维素含量高的生物质(如木材、秸秆、林业和农业残留物、城市固体废物等)在氧气受限环境中通过加热气化产生合成气(主要由H2、CO、CO2及其他碳氢化合物组成),然后再对合成气进行净化、去除并排放或捕集CO2、干燥、催化甲烷化等系列过程,由此生成生物甲烷的技术。有的工艺在催化甲烷化前采用WGS反应来调节H2/CO比。该技术也面临气化过程中焦油的积聚和清除的挑战。按是否配置CCUS系统来捕集、储存、利用合成气清洁净化过程中的CO2,可分为无CCUS类和配CCUS类。
该技术重点布局的国家有瑞典、英国、德国、加拿大等。位于瑞典哥德堡的GoBiGas示范项目采用木质生物质作为原料,容量为20 MW,成功运行时长达到12 000 h。位于英国斯文顿的GoGreenGas项目采用城市固体废物作为原料,年处理量为8 000 t,制备的生物甲烷量为22 GW⋅h,后期项目考虑采用CCUS将过程中生成的CO2捕集、液化并送至工业部门加以利用。
2.2.7 生物质气化和生物甲烷化技术
生物质气化和生物甲烷化技术类似于生物质气化与催化甲烷化技术,其主要不同是不采用催化甲烷化技术,而是采用生物转化技术,通过使用微生物将合成气制成生物甲烷,当前尚处于实验室研发阶段。
2.3 生物乙醇技术
2.3.1 生物乙醇技术概述
图13
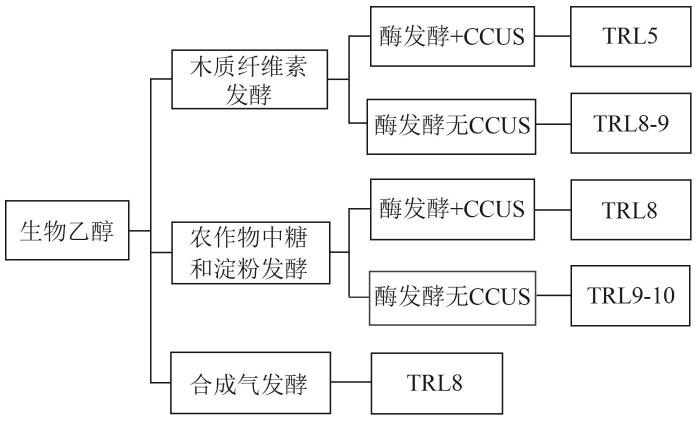
2.3.2 木质纤维素酶发酵生物乙醇技术
木质纤维素酶发酵生物乙醇技术属于第二代生物燃料制备技术,是一种先将木质纤维素生物质通过酶水解成糖,再通过发酵工艺制备成生物乙醇的技术。在发酵期间,糖类被转化为乙醇和CO2,按所生成的CO2是否被捕集、存储、利用,可将该技术分为木质纤维素酶发酵无CCUS、木质纤维素酶发酵+CCUS两大类。当前国际上尚无商业运行的木质纤维素酶发酵+CCUS生物乙醇制备厂,但由于该技术在发酵过程中排放出的CO2纯度高,故CO2捕集和压缩成本相对较低。
全球重点布局该技术的国家主要有美国、巴西、印度、奥地利等。美国已实现了0.568美元/L生物乙醇的成本目标。印度提出到2025—2026年实现汽油中混合20%生物乙醇的目标。全球主要木质纤维素酶发酵生物乙醇工厂有美国Poet-DSM合资厂(2014年投产,年产能76 ML)、巴西GranBio厂(以玉米秸秆和甘蔗渣为原料,年产能82 ML)、巴西Bonfirm生物能源园(Raizen承建,2024年5月投产,投资2.3亿美元,以甘蔗渣为原料,年产能82 ML)、印度Numaligarh厂(以竹子为原料,原料年需求量300 kt,年产生物乙醇50 kt、糠醛19 kt、醋酸11 kt和144 GW⋅h绿电)。
2.3.3 农作物中糖和淀粉酶发酵生物乙醇技术
农作物中糖和淀粉酶发酵生物乙醇技术通过酶发酵将农作物中碳水化合物(糖)制成液体生物乙醇,属于传统的第一代生物乙醇制备技术。按照发酵期间所生成的CO2是否被捕集、存储、利用,可将该技术分为农作物中糖和淀粉酶发酵无CCUS、农作物中糖和淀粉酶发酵+CCUS两大类。在陆上交通中,15%生物乙醇与90%汽油混合,可用于任何汽油发动机(巴西提出到2030年生物乙醇在汽油中的混合比达到35%);在混合燃料汽车中,生物乙醇混合比可高达85%;在专用(压燃式)乙醇发动机中,生物乙醇混合比可高达95%。该技术主要不足是原料采用农作物,存在与粮食竞争、不期望的土地利用变化等问题,未来会被彻底淘汰。
2017年全球采用该技术生产的生物乙醇年产量达1 020亿L,其中美国占约58%,巴西占约27%。农作物中糖和淀粉酶发酵+CCUS生物乙醇工厂主要分布在北美和欧洲,如美国Archer Daniels Midland运营的Decatur工厂年CO2捕集量为1 Mt,Red Trails能源位于北达科他州的BECCS项目于2022年投产,其年CO2捕集量为180 kt;英国、比利时、瑞典等生物乙醇工厂年CO2捕集量均为100~200 kt。
2.3.4 合成气发酵生物乙醇技术
合成气发酵生物乙醇技术是一种以微生物为生物催化剂,通过微生物发酵方式将合成气(主要由H2、CO和CO2组成的混合物)转化为生物乙醇及其他生物燃料(如丁醇、乙酸等)的技术。美国LanzaTech是第一家将合成气(来自钢厂废气)发酵生物乙醇技术商业化的公司,现正与Aemetis合作,在加州建设生物质气化和合成气发酵制生物乙醇工厂。此外,LanzaTech与阿贡国家实验室合作,2021年9月成功示范了利用从乙醇厂捕集的CO2和绿氢,实现生物乙醇产量约130 L/d,再通过ATJ工艺将其转化为生物煤油。
2.4 沼气技术
沼气是指厌氧环境中在一定的温度、湿度、酸碱度条件下,有机物通过微生物发酵分解而产生的混合气体(主要由CH4、CO2、H2S等构成)。常见的厌氧分解沼气技术按给料类型不同,可分为微藻与大型藻类、非藻类两大类。
商业化部署的沼气厌氧消化设施主要采用沼气池。小型、微型沼气池主要用于偏远农村地区烹饪用沼气制备,中型沼气池可用于热电联产,大型沼气池可用于发电或将沼气升级为生物甲烷注入燃气管网。国际上典型沼气电站容量为0.5~2.7 MW。据IEA统计,2016年全球大中型沼气系统发电量达87.5 TW⋅h。德国沼气电站装机容量达10.5 GW,居全球领先地位。全球沼气市场2024年规模达到约744亿美元,预计到2033年将达到1 060亿美元左右,2025—2033年复合年增长率为3.82%[65]。
2.4.1 非藻类厌氧分解沼气技术
非藻类厌氧分解沼气技术是一种在厌氧消化装置中,沼气细菌在无氧气的情况下分解非藻类给料(如动物粪便、城市固体废物有机物、工业废物有机物、农业残留物和能源作物等)产生沼气的技术,技术成熟度达TRL9-10。据IEA统计,全球约有5 000万个微型沼气池,其中4 200万个在中国,每年生产沼气1.3×107 m3;490万个在印度,每年生产沼气2×106 m3。与生物甲烷相比,沼气是一种低品质的燃料,其应用范围有限。但在日常生活应用中沼气无需升级为生物甲烷,可直接燃烧利用。
2.4.2 微藻类与大型藻类厌氧分解沼气技术
微藻类与大型藻类厌氧分解沼气技术除原料是采用经脂质提取后的微藻残留物或大型藻类(海藻)外,其技术与非藻类厌氧分解沼气技术类似,技术成熟度为TRL4。尽管当前该技术成熟度不高,但藻类作为一种潜在的可持续、非农作物类生物质原料,在能源碳中和进程中其商业化前景广阔。
2.5 生物炼制技术
生物炼制类似于炼油,但其仅使用农林废弃物、城市固体废弃物有机部分、木质纤维素等生物质原料,通过相应的生物燃料生产工艺来生产多种生物燃料和生物制品,技术成熟度达TRL9。综合生物精炼厂大大扩展了可再生生物质原料的应用,有助于降低生物燃料的制备成本,使其成为环境和能源可持续发展的重要手段。
美国能源部设定了目标:2030年通过综合生物炼制方法所生成的碳氢化合物燃料成本达到2.50美元/L汽油当量。美国Aemetis公司将乙醇制备厂升级为生物炼制厂,产品扩大至生物甲烷、基于生物质氢制备的HVO柴油和HEFA生物航油,并配置CCS设施。TO-SYN-FUEL为欧洲地平线2020项目之一,其目的是展示如何将有机废物生物质(如污泥)转化为生物燃料。该示范项目采用一种新的集成工艺,将热催化重整、变压吸附(pressure swing adsorption,PSA)H2分离和加氢脱氧相结合,每年将高达2 100 t干污泥加工成2.1×105 L液体生物燃料(完全等效的汽油和柴油替代品,符合EN228和EN590欧洲标准)和30 t低碳氢,欧盟计划在欧洲各地推广建设100个类似工厂。意大利Crescentino生物精炼示范工厂年生产4×105 t木质纤维素生物乙醇,还包括13 MW木质素发电机组和用于处理现场废水的沼气生产设施。法国道达尔已将La Mède炼油厂改造为生物炼油厂,用于生产HVO/HEFA。福建龙岩卓越新能源股份有限公司正在建设的生物能源材料示范项目(包括2条年产10万t烃基生物柴油生产线和一条年产5万t天然脂肪醇生产线及相应的配套设施等),采用原料预处理、加氢精制、加氢提质和分馏等工艺,灵活生产多种生物液体燃料。该项目建成后,可实现年产20万t烃基生物柴油(含8万t生物航煤、1万t生物汽油)和5万t天然脂肪醇。
3 合成烃燃料技术
3.1 合成烃燃料技术概述
合成烃燃料即合成碳氢化合物燃料技术,主要通过生物法、化学法等将CO2等原料转化为高能量密度的液态或气态碳氢化合物燃料,属于CO2综合利用范畴,展现出巨大的负碳发展潜力,被视为未来能源系统中重要的可持续解决方案之一。合成烃燃料优势如下:1)其可在现有燃气基础设施中使用(包括燃气运输、储存和分配网络),避免大量新增成本;2)其能量密度高,适合长距离运输和航空航运等难以电气化的领域;3)其兼具长时间尺度储能功能,可实现多余电力的季节性储存与跨区域调配,提高了能源系统的灵活性与稳定性[66]。尽管合成烃燃料在减碳方面显示出显著潜力,但其大规模推广仍面临若干挑战,包括电解水制氢高能耗、CCUS技术经济性,以及费-托合成等催化反应优化等。同时,合成烃燃料在全球能源系统中的定位还需根据不同国家的资源禀赋、能源政策和市场需求加以探索。全球合成烃燃料市场营收2024年约为510亿美元,预计未来将以5.6%复合年增长率增长,2030年达到706亿美元[67]。未来,随着电力、化工和储能领域技术的协同发展,合成烃燃料将有望成为高耗能行业和非电气化运输领域的重要替代燃料,并在全球碳中和进程中发挥关键作用。
常见的合成烃燃料制备技术有生物二氧化碳甲烷化(制取甲烷)、化学甲烷化(制取甲烷)、CO2和H2O共电解法(制取液体烃燃料)、CO2还原法(制取液体烃燃料)、直接CO2转二甲醚(制取液体烃燃料)、聚光太阳能制燃料(制取液体烃燃料)等,对应TRL如图14所示。
图14
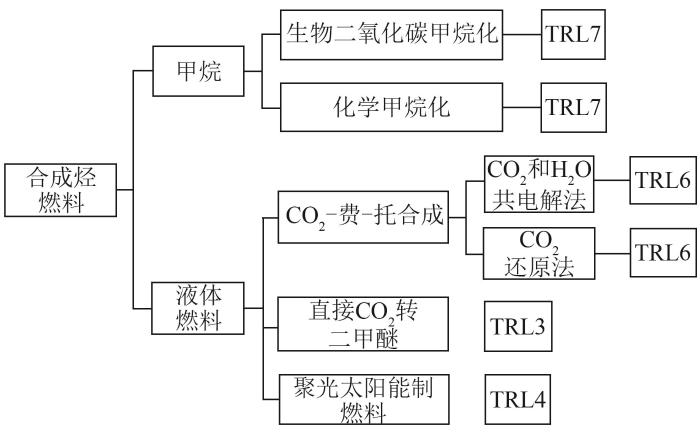
3.2 生物二氧化碳甲烷化技术
生物二氧化碳甲烷化技术是一种使用微生物催化剂(指将CO2和H2转化为甲烷的产甲烷菌,属于古菌域的专性厌氧菌)通过氢化将CO2转化为甲烷的技术。其CO2原料可来自燃烧(如工业、热力发电)、发酵、厌氧消化(沼气)的废气,也可直接从大气中捕集,有利于CO2综合利用。生物二氧化碳甲烷化技术的优势在于工艺过程不需要化学催化剂,在中等温度和压力下即可进行,与化学甲烷化相比,对原料工况波动和杂质含量不敏感,反应速率可变。主要不足在于H2的气-液传质系统低,导致其时空产率(单位时间和单位空间内所获得的产出量)低,需要增大气-液相界面积及更大的反应器尺寸。
国际上布局该技术的主要有中国、日本、欧盟等国家或地区。欧盟REPowerEU计划设定了到2030年生产350亿m3生物甲烷的目标;日本提出到2030年将e-甲烷成本降至120日元/m3,到2050年进一步降至50日元/m3。日本东京燃气公司是日本最大的城市燃气供应商,2022年启动了一项使用可再生能源的甲烷化试点计划,以帮助城市燃气脱碳。该计划试验初期于2023年采用来自附近工厂所捕集的CO2、电解水制出的氢作为原料来制备合成甲烷(产量12.5 m3/h),随后在2030年前扩大试验规模产量至400 m3/h,并在海外示范规模至20 000 m3/h,在2030年前用所生产的合成甲烷替代约1%的城市燃气用量[68]。丹麦P2G BioCat项目是位于Avedøre废水处理厂的生物甲烷化设施,利用Electrochaea技术(产甲烷古菌微生物,62 ℃,0.85 MPa),将1 MW电解装置制取的氢和当地沼气送入搅拌气泡甲烷化生物反应器,生成97%~99%纯度的生物甲烷再注入配气网。
3.3 化学甲烷化技术
化学甲烷化技术是一种在化学催化剂(常选用镍,其具有高活性、高选择性、低成本和丰富性)作用下,通过氢化方式将CO2和CO转化为甲烷的技术。其所需碳源中CO可来自生物质气化或热解的合成气,CO2可来自燃烧(工业、热力电站)、发酵、厌氧消化(沼气)废气或直接从大气中捕集。CO和CO2甲烷化工艺研究已超过100年,最初目的是制氨工艺去除CO(催化剂毒物)、炼油过程净化H2;20世纪70年代末石油危机时,利用该技术通过煤气化工艺制备合成气以取代天然气。当前该技术还需进一步优化,特别是直接二氧化碳甲烷化技术,以研究改进甲烷化化学催化剂活性、改变气体组分,提升与低碳制氢(如风/光电+碱性电解水制氢)相耦合的工艺灵活性等。
全球布局该技术的国家主要有德国、法国、日本、澳大利亚等。典型项目有位于德国Wertle地区由Kiwi拥有且采用日立Zosen Inova工艺的化学甲烷示范工厂(2013年投产,运行至今),法国MéthyCentre项目(厌氧消化厂耦合化学甲烷化反应器+0.25 MW电解槽),日本新能源以及工业技术开发组织、INPEX、日立Zosen等拥有的化学甲烷化测试设施(CO2取自天然气制备厂CO2分离器,H2取自水电解制氢装置,CH4产量为8 m3/h,纯度>96%)[69]。
3.4 CO2和H2O共电解法与费-托合成技术
CO2和H2O共电解法与费-托合成制取液态合成烃燃料技术是一种先通过CO2和H2O高温共电解法(无逆水-煤气变换(reverse water gas shift,RWGS)反应),直接生产出由CO和H2混合物构成的合成气,再通过费-托合成工艺生产出多种合成烃产品(如汽油、煤油和柴油)等的技术。该工艺过程共电解的高温可利用费-托合成过程中的放热提高能效。
全球重点布局该技术的国家有美国、德国、荷兰、挪威、芬兰等。2021年美国空军与Twelve合作,利用该技术从大气CO2中生产航空燃料,旨在实现航空燃料的分步式生产,以降低运输航油的物流负担。2021年德国Atmosfair启动了第一个合成燃料生产项目,每年为汉莎航空公司供应25 000 L合成煤油。2019年德国Sunfire Synlink项目通过直接空气捕集获取CO2原料,使用来自Sunfire的10 kW共电解系统、INERATEC的费-托反应器和加氢裂化装置来生产合成燃料。荷兰Synkero计划在阿姆斯特丹港采用共电解技术建设一个合成煤油厂(2027年前建成,年产合成煤油燃料为5万t)。芬兰MultiPLHY项目是由VTT和Neste共同建设的合成燃料示范设施(包括高温共电解、烟气碳捕集和费-托合成装置,年产合成燃料为300 kg)。奥地利WIVA-HiPoLiq示范项目采用高温共电解(co-solid oxide electrolysis cell,Co-SOEC)和费-托合成装置,利用可再生能源、水和CO2生产SAF,在2年的示范期达到以下目标:1)整体效率提高到>55%;2)优化Co-SOEC的运行长期稳定性和性能衰退率;3)优化费-托合成系统的转化率和SAF生产率;4)通过Co-SOEC和费-托2个系统的热高效集成来提升整个工艺链的效能。
3.5 CO2还原法与费-托合成技术
CO2还原法与费-托合成制取液态合成烃燃料技术是一种在催化剂作用下,集成RWGS反应(将CO2还原为CO)与费-托合成(将CO氢化为碳氢化合物)的技术。在相同工况条件下,碳氢化合物生成过程中所采用的催化剂必须对RWGS反应和费-托合成均具有活性。RWGS反应与费-托合成反应可同时进行,也可顺序进行,但顺序方式运营成本相对较高。反应过程中,需确保CO2的热稳定性、还原及合成2个过程的高效性。该技术可生产出多种烃类,如轻质烯烃(如C2-C4烯烃)、C5+产品(如汽油、煤油和柴油)及其他增值化学品(如芳烃和异链烷烃)。所生成的合成烃种类主要取决于工艺条件、催化剂结构和组成(常采用铁、钴和钌基催化剂及其他合适的助催化剂)。
全球重点布局该技术的国家有德国、荷兰、挪威等。德国Sunfire公司于2015—2017年在德累斯顿完成了工业级实验,使用基于固体氧化物电解池(solid oxide electrolysis cell,SOEC)的可逆高温电解槽及其PtL(电转液体燃料)工艺,运行超过1 500 h,生产了超过3 t的合成原油。在此基础上,Sunfire随后在挪威建设了20 MW PtL工厂,合成油年产能达到8 kt[70]。挪威Nordic Electrofuel利用RWGS和费-托合成技术,正在Herøya建造一座合成煤油厂(合成燃料年产能为10 ML)。挪威e-fuel工业联盟已在Mosjøen建造一个合成煤油厂,采用碱性电解槽(连接到RWGS反应器)和SOEC共电解(Sunfire技术)装置,并连接到费-托合成装置,原料CO2来自直接空气捕集(Climeworks技术)和工业废气,年产量到2026年将达到25 ML,到2029年将增加到100 ML。
3.6 聚光太阳能制液体燃料技术
聚光太阳能制液体燃料技术是一种基于金属氧化物氧化还原反应,先通过高温(热源来自聚光太阳能)热化学循环,将CO2和H2O转化为合成气(包含CO和H2),再通过费-托合成装置将合成气制成所需的液体碳氢燃料的技术。该技术收集太阳能方式类似于塔式太阳能热发电站的聚光集热,其主要装置(太阳能反应器)接收聚光太阳能的高温辐射能,在约1 500 ℃光催化工况下,一方面对氧化还原材料(如CeO2)进行热还原,另一方面氧化还原材料对CO2和H2O进行还原。2个还原过程可同时发生,也可分别进行,但考虑到控制难度,通常配置各自的反应器。该技术制成液体燃料的理论能效高。
全球布局该技术的国家主要有西班牙、德国、瑞士等。2022年西班牙IMDEA能源、Synhelion(出自苏黎世联邦理工学院)等在马德里搭建了一个集成太阳能塔式试验装置,利用169个球形反射器(定日镜)阵列将太阳辐射能(50 kW)集中到安装在塔上的反应器(由一个网状多孔结构的空腔接收器组成,直接接收2 500倍平均太阳通量密度的辐射),实现了全球首次用太阳能、CO2和H2O合成煤油,产能约1 L/d,太阳能到合成气的能量转换效率达4.1%(未考虑热量回收利用)[71]。Synhelion在德国Jülich正在建设DAWN太阳能燃料(煤油)工厂,以示范其太阳-液体燃料技术的性能;此外,Synhelion还在西班牙建设全球第一家商业化工厂——RISE,拟于2027年投产,燃料年产能为1 kt。Synhelion目标是到2033年将燃料生产成本降到1欧元/L,年产能达到1 Mt,到2040年产能提升到可满足全欧洲SAF需求量的1/2左右,到2050年使欧洲交通行业达到净零碳排放。
3.7 直接CO2转二甲醚技术
二甲醚(DME)化学式为C2H6O,是一种有机化合物,标准状态下为无色、有轻微醚香味的易燃气体(燃烧热值是液化气的1.8倍),不易自动氧化,无腐蚀性和致癌性,常温下为惰性,但在光照、辐射或加热条件下可分解成甲烷、乙烷、甲醛等。DME是一种重要的有机化工产品和化学中间体,常用作气溶胶推进剂,但也可作为燃料应用,如可替代液化石油气,可在压燃式柴油发动机应用(需对发动机燃料系统稍加调整)。当前DME合成技术可分为两步法和一步法2种技术路线。两步法是先通过合成气制成甲醇,再在催化剂作用下脱水生成DME;一步法则是在单个反应器中直接将合成气制成DME。2种技术各有优缺点,两步法操作简单,产品纯度高,但生产流程较长;一步法虽然流程较短,但对反应器的设计要求高。直接CO2转DME技术则是一种不采用合成气作为原料,而是以CO2(来自CCUS)和H2(来自低碳制氢)代替,采用双功能催化剂先将CO2氢化为甲醇,再将甲醇就地脱水来生成DME的技术。
荷兰iDME验证项目采用吸附增强型DME合成技术(包括固体吸附剂就地去除蒸汽),以确保在单个装置中实现CO2至DME的高转换效率。验证评估活动分为以下方面:1)材料适应性研究;2)过程建模和设计;3)3个用例的长期实验验证;4)通过商业案例研究,评估其经济潜力和环境影响,并制定商业实施路线图。验证成功后,将与塔塔钢铁公司一起开发直接CO2转DME技术业务和用例[72]。
4 氢能技术
当前,H2制取绝大部分来自煤炭和天然气等化石燃料,主要用于炼油和化工行业,但H2也是一种多用途的能源载体[73]。考虑到氢在应对气候危机、增强能源安全和韧性、创造经济价值等方面的潜力,世界主要经济体纷纷将其作为战略新兴产业进行布局。采用可再生能源或核能、带碳捕集系统的化石燃料制取的清洁氢,有助于长途运输、化学制品和钢铁等难以减排的行业脱碳,有助于提升波动式可再生能源在电力系统中的友好性,有助于储存数天、数周或数月,甚至跨季节的长时间尺度能量,有效应对各种关键能源挑战。可见,零碳氢和低碳氢是未来构建可持续和公平的清洁能源、实现能源体系碳中和的综合解决方案组合的关键构成。
据IEA统计,2023年全球氢需求达到97 Mt,2024年达到近100 Mt。尽管2023年全球低碳氢的需求增长了近10%,但仍不到1 Mt。近年来,部分国家通过强制、激励和市场等多种手段,加大了氢能行动力度。到2030年有可能将低碳氢需求提高到6 Mt以上,但这仅相当于2050年净零排放情景需求的约1/10[74]。氢能是未来能源体系的重要组成,但近期氢能要获得长足发展,尚面临清洁氢高成本、技术不确定性、其他可再生能源替代性、政策及监管不确定性、基础设施建设滞后、市场认可度、供需协同、投资及部署等多方面的挑战,氢能发挥应有作用仍任重道远。
当今制氢技术路线众多,较成熟的有甲烷重整制氢、煤气化制氢、电解制氢、甲烷热解-裂解制氢、生物质制氢等,新兴的有铝氧化制氢、化学链制氢、水解/光解制氢、天然氢提取等。各种技术各有优缺点,未来哪种技术占主导还取决于技术、经济、资源、制造、市场、应用等多种因素。以下将重点介绍各种低碳制氢技术。
4.1 甲烷重整制氢技术
4.1.1 甲烷重整制氢技术分类
甲烷重整制氢是一种成熟制氢工艺,技术分类及对应TRL如图15所示。
图15
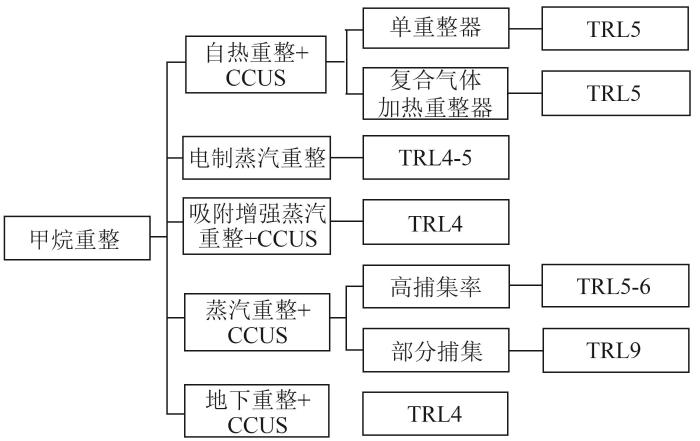
4.1.2 蒸汽甲烷重整+CCUS技术
蒸汽甲烷重整(steam-methane reforming,SMR)+CCUS技术包括重整过程、WGS过程和碳捕集过程,即先在催化剂(如镍基、钴基或贵金属催化剂)作用下,CH4与高温蒸汽(700~850 ℃)发生催化反应,生成由H2和CO组成的合成气,再在低温下CO与H2O继续发生WGS反应,产生更多的H2和CO2,然后捕集CO2以获得高纯度H2流的技术。当仅对过程最后浓缩的CO2流进行捕集,而不对重整器中系统供热所需的天然气燃烧产生的CO2捕集(用N2稀释)时,只能捕集整个系统CO2生成总量的60%,此方式称为“部分捕集”;当对上述2类CO2均进行捕集时,碳捕集率可达到90%以上,称之为“高捕集率”方式。
SMR+CCUS部分捕集技术在全球应用广泛,主要应用于联产尿素的合成氨厂。全球有几个项目拟采用高捕集率SMR方式来生产H2,但未透露其考虑使用何种脱碳技术。美国CF Industries、埃克森美孚和EnLink Midstream正在利用该技术开发一个大型制氨化工厂。Air Products公司在美国路易斯安那州新建一个SMR+高捕集率(95%,年捕集量为5Mt)的制氢厂,并将捕集的CO2永久封存在本州理想地质孔隙空间内,项目总成本约70亿美元。Air Products加拿大公司也在加拿大埃德蒙顿新建一个净零氢能综合体(SMR+高捕集率),项目总投资16亿加元,获加拿大政府资金支持4.75亿加元。
4.1.3 甲烷自热重整+CCUS技术
甲烷自热重整(autothermal reforming,ATR)技术类似于SMR技术,不同之处是ATR工艺过程中的甲烷是在欠氧环境中发生部分氧化放热反应,不使用高温蒸汽(因其总反应是放热反应),从而避免对外部输入热量的需求,节省能源,同时也避免像SMR一样产生稀释CO2流。该过程在800~1 150 ℃下进行,一旦生产出合成气,其余过程和SMR基本一样(除H2/CO比、相应下游过程的运行和设计工况不同外)。通过对最后过程形成的浓缩CO2流进行捕集,即可实现90%以上碳捕集率。甲烷ATR技术可细分为单重整器类和复合气体加热重整器类。复合气体加热重整器是对常规ATR工艺的改进,即在常规ATR单重整器基础上,串联气体加热重整器(gas-heated reformer,GHR),GHR同时起到ATR入口预热器和出口冷却器的双重作用。增加GHR后,可利用来自ATR废气的热量对进入ATR的气体进行预重整、部分重整,从而降低O2消耗、减小CO2生成量、提高整个系统能效。GHR面临的主要技术挑战之一是,ATR出口高温(600~1 100 ℃)会导致GHR壳侧出现碳沉积(金属尘化)现象(可通过选取能耐受该恶劣工况和热循环的材料来解决,也可通过降低过程运行压力或增加蒸汽来应对,但会带来过程效率的降低)。全球有数个甲醇生产厂所配ATR在无CCUS设施下运行,但尚未见ATR+CCUS工程运行的数据。
目前,英国、加拿大、美国等国家在重点布局该项技术。英国HyNet和Acorn项目已进行2个ATR-GHR+CCS项目的前端工程设计研究。加拿大正在建设净零氢能综合体(可能是首批配备CCUS的商用ATR工厂之一),年碳捕集量3 Mt,捕集率95%。Linde投资18亿美元,也正在美国德克萨斯州建设一个大型ATR+CCS制氢厂,年碳捕集量达1.7 Mt。
4.1.4 电制蒸汽甲烷重整技术
与常规SMR不同,电制蒸汽甲烷重整技术采用电制蒸汽重整器,工艺过程中所需热量不是由天然气提供,而是由电能直接提供,从而提高了整个工艺效率,且避免了天然气燃烧的碳排放,从而显著减少了制氢过程的碳排放。
目前,丹麦、德国等国家在重点布局该技术。丹麦Topsoe已开发eREACT电制蒸汽甲烷重整装置,其制氢反应热可以直接由可再生电力提供,从而完全消除天然气燃烧带来的烟气碳排放。与常规制氢方式相比,该装置简化了甲烷重整设计(无烟气系统),消除了甲烷重整制氢过程中的全部烟气,整个制氢过程超低碳强度排放(0~0.2 kg CO2/(kg H2)),易于操作(功率控制取代燃料混合和燃烧器控制),较传统SMR装置尺寸大大减小(设施减小99%以上,重整器宽1.3~1.8 m,高4 m),能效更高(电制热效率>97%),电耗更低(约为电解制氢用电量的20%~25%[75]。
4.1.5 吸附增强蒸汽甲烷重整+CCUS技术
吸附增强蒸汽甲烷重整(sorption enhanced steam reforming,SESR)+CCUS是一种预燃烧CO2捕集工艺,可简化制氢工艺流程,减少复杂CO2分离过程,降低甲烷制氢成本。SESR过程中,在CO2吸附剂(如CaO、Li2ZrO3吸附剂)和重整催化剂(如Ni/Al2O3)存在下,天然气与蒸汽发生催化重整反应,吸附剂连续原位吸附反应所产生的CO2。鉴于反应生成物CO2被吸收剂连续吸收、迅速移除,从而改变化学平衡,一方面使得反应平衡向产物方向转变,强化了重整反应过程,提高了H2产率和纯度,另一方面也使得反应可在相对较低温度(500~600 ℃)下进行,降低能耗。此外,该工艺可直接生成脱碳H2和浓缩CO2流,便于运输、地质储存或再利用。
目前,英国、美国等国家在重点布局该技术。英国HyPER项目受政府能源创新计划资助,是克兰菲尔德大学、气体技术院(Gas Technology Institute,GTI)和斗山巴布科克之间的合作项目,基于GTI的SESR工艺,拟在克兰菲尔德大学设计、建造和运营一个热功率1 MW的SESR制氢试验工厂。该项目采用流化床反应装置、CaO吸附剂,产出物(干基,体积分数):H2大于94%,CH4约2.5%,CO、CO2和N2约3%。捕集CO2后的吸附剂被输送到固体分离系统的单独反应器,在反应器中加热吸附剂以脱除CO2,由此产生几乎纯净的CO2流(纯度>98%)。与常规SMR相比,SESR+CCUS技术具有以下优势:1)制氢平准化成本降低约25%;2)运营成本相似,但投资成本可减少50%以上;3)在等效H2纯度下,CO2捕集率约97%;4)效率提升,碳足迹降低40%;5)工艺集成度高,物理占地面积更小;6)具有扩展到数百兆瓦的潜力[76]。
4.1.6 地下甲烷重整+CCUS技术
地下甲烷重整技术是一种将空气或氧气泵入地下储气库或储气田,然后点火使储气库或储气田中的碳氢化合物燃烧,当其燃烧温度达到500 ℃时,所含水汽或注入蒸汽与碳氢化合物反应生成合成气,然后再向合成气中注入更多的水,通过WGS反应进一步增加H2产量,并将合成气中的CO转化为CO2的技术。该技术还具有重新利用废弃油气井、油田及其设施的潜力。
加拿大萨斯喀彻温省正在开发一个地下甲烷重整示范项目,该项目属于萨斯喀彻温省政府石油创新激励计划下第一个正式批准的项目,质子技术公司利用其专利技术从现有油气田中制取H2,而CO2则直接保持在地下,这是世界上同类技术的首次商业试验[77]。
4.2 甲烷热解-裂解制氢技术
4.2.1 甲烷热解-裂解制氢技术分类
甲烷热解-裂解制氢是一种通过高温分解CH4来生成H2和固体C的热化学过程。由于工艺过程中CH4的C被分离为可用于其他应用的固体C,故可生成无CO2排放的H2。主要技术分类及对应TRL如图16所示。
图16
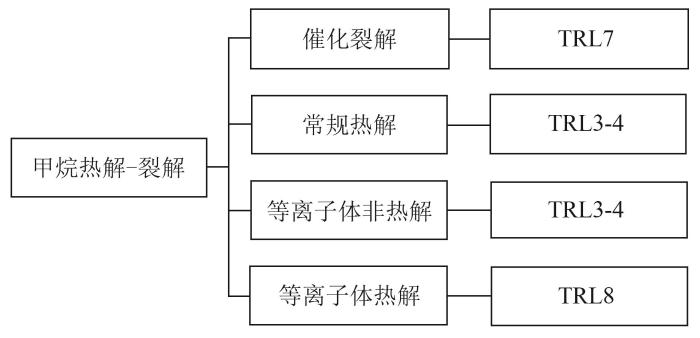
图16
甲烷热解-裂解制氢TRL
Fig. 16
TRL of methane pyrolysis-cracking for hydrogen production
4.2.2 催化裂解甲烷制氢技术
催化裂解甲烷制氢技术是一种基于催化剂(如镍基或铁基金属催化剂、金属氧化物催化剂和碳基催化剂)作用,通常在低于1 000 ℃温度下,将CH4分解成H2和固体C的技术。与其他非催化热解技术相比,催化裂解甲烷制氢通过使用催化剂,一是可提供对活化能要求较低的替代反应,以降低裂解甲烷过程所需的能量,从而使过程能效更高;二是可提高反应的选择性和反应产率,使CH4更高效地转化为H2。具体工程中,催化剂性能还取决于催化剂组分、结构、活性、工艺条件(如温度、压力和气体组分)等多种因素。
目前,澳大利亚、芬兰、美国等国家都在布局该项技术。澳大利亚Hazer集团在Perth建造了一个催化裂解甲烷制氢示范工厂,利用催化工艺来生产石墨碳和H2,正在进行试运。在ARENA资助下,Hazer集团也在澳大利亚西部Munster投资1 580万澳元,建设了一个催化裂解甲烷制氢厂,该项目利用铁矿石催化剂将污水产生的沼气转化为H2和石墨,年产量达100 t[78]。芬兰Hycamite已获得许可证并开始建设催化裂解甲烷制氢示范设施。美国C-Zero已筹集3 400万美元资金,正在建造一座H2年产量146 t的工厂。
4.2.3 等离子体热解甲烷制氢技术
等离子体热解甲烷制氢技术是一种利用等离子体炬产生的高温(>1 000 ℃)来破坏CH4分子键,从而形成C和H2的技术。热等离子体甲烷热解过程需要大量的能量来维持等离子体放电,因而价格昂贵。常见的热解装置有电能驱动等离子体弧反应器、微波加热反应器等。
目前,美国、德国在布局该项技术。美国Monolith于2020年在内布拉斯加州投运了Olive Creek等离子体热解甲烷制氢第一期项目,氢反应器规模为0.6 t/h,年产量为5 kt,碳黑年产量为14 kt;Olive Creek第二期项目正在建设,预计2025年底投产,氢反应器规模为0.6 t/h,碳黑年产量为180 kt(12台反应器)。德国Graforce开发了一种通过等离子体热解甲烷生产H2和碳黑的设备,3 MW容量甲烷等离子体热解装置技术参数如下:1)输入,适用于天然气、液化天然气、液化石油气、火炬气、生物甲烷等原料品种,原料处理能力为1.2 t/h(天然气,98%甲烷),原料压力为0.13~0.16 MPa(绝对压力),等离子体炬功耗为3 MW,辅助设备功耗为1.2 MW;2)输出,H2产量为3 230 m3/h(290 kg/h),体积分数为98%(配净化装置时可达到99.999%),输送压力为0.13~2.5 MPa(绝对压力),碳黑产量为875 kg/h,质量分数为98%,密度为250~650 kg/m3,热能为1.47 MW∙h(可达300 ℃,0.8 MPa)[79]。
4.2.4 等离子体非热解甲烷制氢技术
等离子体非热解甲烷制氢技术是一种利用等离子体非热解方式(如由等离子体高压形成的冲击波等)将CH4分子分解成H2和固体C的技术。常用冲击波由高压等离子体流进入带封闭端的管子产生压缩波而形成。较之常规热解工艺,非热解等离子体工艺一是可在较低温度下运行,不仅减少了过程所需的能量,更加节能,而且还可有效降低反应器的磨损;二是可在大气压下运行,降低了工艺所需设备的复杂性和造价、运维成本;三是不存在热解过程中产生的碳以固体层的形式沉积在反应器壁上而堵塞反应器的现象;四是不存在催化剂快速失活且催化剂再生需要的额外能耗及其CO2排放。
目前,欧洲正在重点研发该项技术。法国Spark在开发一种冷纳米脉冲等离子体工艺。意大利国家新技术、能源和可持续经济发展局、法国SFERO公司和GICO项目共同开发了1 kW新型介质阻挡放电反应器。欧洲ColdSpark项目属于欧盟地平线研究与创新计划项目范畴,于2022年6月启动,旨在大规模利用新的非热等离子体技术进行甲烷裂解,开发新型工业级等离子体反应器(低能耗,<15 kW⋅h/(kg H2),无需催化剂和水),该项目2023年已研发完成试验规模甲烷裂解工艺,2024年已完成规模扩大和功能测试,2025年进行系统部件集成、测试和验证、工业级建模、技术经济评估等工作[80]。
4.2.5 常规热解甲烷制氢技术
常规热解甲烷制氢技术是一种将甲烷热解反应器工作温度控制在1 000 ℃以下的技术。工作温度在400 ℃以上时,CH4开始裂解为H2和C,而在1 000 ℃以上时才能实现CH4裂解的高转化率。考虑到反应堆工作温度>1 000 ℃时会带来材料兼容性和腐蚀性等方面的重大技术挑战,故该技术将甲烷热解反应器的温度降低到1 000 ℃以下,可使用市场常用不锈钢,从而降低成本。该技术属于因工艺高温所导致的能源密集型,且过程中产生的固体碳易造成设备结垢和堵塞,给设备运行带来挑战。无论是否应用催化剂,均可采用鼓泡反应器以熔融金属或熔融盐等液态介质方式进行反应。采用合适的催化剂、熔融介质成分,可降低运行温度。
目前,加拿大、德国等国家在布局该项技术。加拿大Ekona已开发了非催化、低成本、无积碳腐蚀的基于定容、燃烧驱动工艺的xCaliber反应器(H2产能为200 kg/d),利用脉冲燃烧和高速气体动力学将CH4裂解为H2和C,全生命周期碳强度<4 kg CO2/(kg H2)。2023年建设Burnaby试验项目,2024年建设Ekona Gold Creek示范厂,拟于2026年进行全面商业化推广部署[81]。加拿大Aurora研发了基于微波加热的甲烷热分解工艺,较电解制氢电量节省80%。德国Wintershall Dea和VNG联合投资建设了甲烷热解试验项目,采用英国HiiROC公司甲烷热解工艺,H2产量为400 kg/d。
4.3 煤气化+CCUS制氢技术
煤气化制氢是一种热化学工艺,主要包括煤气化反应、WGS反应、氢提纯等过程,即先将煤与气化剂(通常是氧气或空气)在高温高压下进行反应,将煤气化为合成气(包括H2、CO、CO2和其他轻质烃);随后加入H2O,使之与合成气中CO继续发生WGS反应,以产生更多的H2和CO2(CO2较CO更容易从H2中分离出来);最后再通过物理或化学方法,从混合气体中分离提纯出高纯度H2。为最大限度减少煤气化制氢的碳足迹,需对过程中生成并分离出的CO2进行捕集、储存或利用。根据碳捕集率高低,可分为部分捕集(捕集率约60%)和高捕集率(通常>90%)2种方式,技术成熟度分别为TRL9和TRL5。部分捕集方式常用于制氨厂,并进行尿素的联产。全球高捕集率示范或商运工厂尚未见报道。
煤气化制氢是一项非常成熟的技术,在中国已运行了多年,主要用于生产用作原料的H2(如合成氨生产)。中国有多家煤气化制氢+CCUS项目将所捕集CO2用于提高石油采收率,如华东石油-南化公司煤制氢尾气捕集CCUS合作项目(年捕集CO2量为0.2 Mt)。美国达科他州气化公司的Great Plains合成燃料厂碳捕集率约75%,年捕集CO2量为3 Mt,捕集后的CO2通过一条长330 km的DN300和DN350碳钢管道输送到加拿大萨斯喀彻温省,用于提高石油采收率,从而实现永久性的CO2地质封存,并由IEA Weyburn CO2监视和储存项目对其地质封存情况进行监视。
4.4 电解制氢技术
4.4.1 电解制氢技术概述
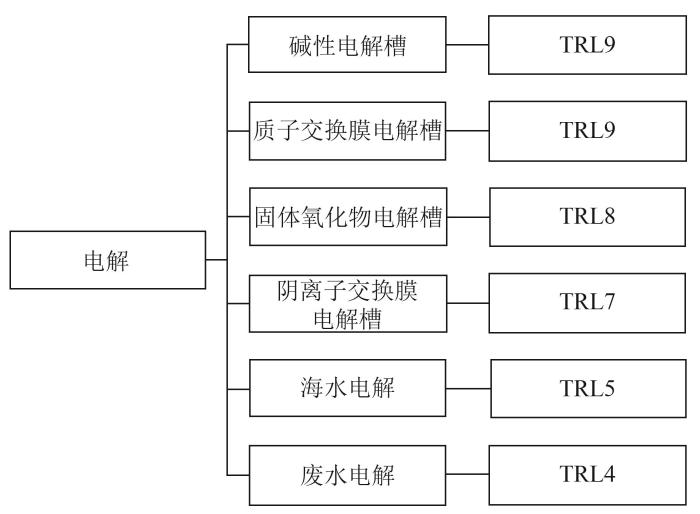
电解制氢是电能转化为化学能的过程,即利用电将H2O分解成其H2和O2的过程。其基本原理是在电解槽中通入直流电,H2O在电极上发生电化学反应,分解成H2和O2。按照电解槽类别不同,可将电解制氢技术分为碱性电解槽、质子交换膜(proton exchange membrane,PEM)电解槽、SOEC电解槽、阴离子交换膜(anion exchange membrane,AEM)电解槽等技术[82]。为了确保电解过程中电极不会被杂质污染,降低电解设备的损耗和电解液的电导率、提升能效、延长设备使用寿命、降低运维成本,通常电解制氢过程中需使用纯净水。但随着市场需求和技术发展,也出现了海水电解、废水电解等非纯净水电解方式。电解制氢技术分类及对应TRL如图17所示。
图17
在装机容量方面,欧盟计划到2030年电解制氢装机容量达40 GW,智利设定了“到2030年电解制绿氢装机容量达25 GW”的目标,哥伦比亚计划到2030年电解制氢装机容量达1~2 GW。在成本降低方面,欧盟计划到2030年将电解制氢投资成本控制在400欧元/kW内,年运营成本控制在16欧元/(kg H2/d)内;日本计划到2030年将成本控制在50 000日元/kW内;美国计划到2030年将H2成本控制在1美元/kg内。
4.4.2 碱性电解槽电解制氢技术
碱性电解槽电解制氢技术是一种采用由镍基电极和浓碱性溶液(KOH质量分数为25%~35%)构成的碱性电解槽来电解水制氢的技术。10 MW规模以上的碱性电解槽已有100多年应用历史,传统上主要用于为制氨厂生产H2原料(1921年意大利Terni就运营了首台基于电解制氢的制氨厂),后来由于气体重整、煤气化制氢价格更便宜才不占主导。碱性电解槽可分为常压型和加压型(1.5~3 MPa),当前常采用加压型。碱性电解槽目前是最成熟、成本最低的技术之一,但其运行灵活性较低,成本降低潜力低于其他电解技术。
国际典型项目有:秘鲁Industrias Cachimayo厂自1975年以来,一直在运营一个20 MW水力发电碱性电解槽;宁夏宝丰能源集团2021年投运150 MW碱性电解制氢项目(电能来自200 MW光伏电站);巴西氮肥生产商Unigel建成巴西首个工业级60 MW碱性电解厂,计划到2027年将容量扩大到600 MW;中石化于2023年开始运营新疆库车260 MW太阳能光伏碱性电解槽工厂;沙特阿拉伯Neom开始建设2 GW碱性电解制氢项目,计划2026年投产;奥地利启动DEMO4GRID计划,建设碱性压力电解槽制氢厂,用于生产绿氢及作为灵活性负荷来应对电网负荷波动;荷兰Djewels1项目旨在验证使用具有高电流密度电极、高压H2输出和紧凑型高压碱性电解槽制可再生H2的技术经济可行性。
丹麦GreenHyScale正在开发一种新型兆瓦级碱性电解槽平台,可工厂组装并带预测试模块,允许快速现场安装,造价控制在400欧元/kW内。第一步先研制可装在长12 m、宽1.4 m、高2.6 m的标准集装箱内的6 MW电解模块,能效>90%,制氢成本<2.85欧元/kg(电价40欧元/(MW⋅h));第二步开发应用于海上的升级型高压7.5 MW电解模块。荷兰Emmen电解槽测试中心、壳牌和Enexis在研究如何提升兆瓦级高压碱性电解槽(>4 MW)灵活性、增加电子至H2效率、预测电解槽老化及寿命等。
4.4.3 PEM电解槽电解制氢技术
PEM电解槽电解制氢技术是一种使用质子传导固体聚合物电解质组装的电解槽来电解水,并在阴极侧和阳极侧分别析出H2和O2的制氢技术。PEM电解槽技术成熟度当前与碱性电解槽相同,且寿命相当。与碱性电解槽相比,PEM电解槽具有更大的成本降低潜力、更好的灵活性、更高的工作压力(降低对气体压缩的需求)、更小的占地面积、更快的响应速度、负载变化时更小的出力波动、更易与波动式可再生能源耦合等优点,但PEM电解槽也存在一些不足,如需要昂贵的电极催化剂(铂、铱等)和膜材料等[83]。下一步研发新型酸稳定PEM电解槽,可进一步降低其成本、延长其寿命。
全球典型项目有:Air Liquide和Hydrogenics于2021年在加拿大建成20 MW PEM电解槽(以水力发电为动力),出力为3 000 t/a;壳牌和ITM于2021年在德国莱茵兰炼油厂投产了10 MW PEM电解槽,计划2025年扩建到100 MW;美国Plug Power于2022年建成一个H2产能15 t/d 的PEM制氢厂,2025年投产一个120 MW的PEM制氢厂;Air Liquide正在法国Normand'Hy项目中建设200 MW PEM制氢厂,计划于2025年投入运营;葡萄牙H2Évora-GreenGas I正在进行小型PEM电解槽与聚光式PV耦合示范。
4.4.4 SOEC电解制氢技术
SOEC电解制氢技术是一种基于SOEC构成的可高温(600~900 ℃)运行的电化学系统,通过其中的陶瓷固体氧化物膜将水蒸气析解为H2和O2的技术(在阴极(燃料电极),水蒸气被分解形成H+和O2-,H+获得电子后转化为H2,而O2-则穿过陶瓷固体氧化物膜被输送到阳极(空气电极)生成O2,完成电解过程)。SOEC高温工艺可直接蒸汽转化,具有较高的成本降低潜力,可实现比其他电解槽更高的设计效率,是一种有效的制氢方法,但尚未达到商业规模化应用。在启动/停止运行方面,SOEC电解槽不如PEM电解槽灵活。SOEC负荷跟踪性能好、响应快,但当空载时,需在“热怠速”模式下运行。SOEC运行工况需要初始热源(如废热、生物能或核能),故其适合与其他工业或化学工艺集成并布置在一起。低温SOEC(即500~600 ℃)可使用金属支撑型,从而降低成本并提高鲁棒性。
4.4.5 AEM电解槽电解制氢技术
AEM电解槽电解制氢技术是一种采用由AEM与过渡金属催化电极(常采用镍基电极)构成的电解槽,以低浓度碱性溶液甚至纯水作为电解质的电解制氢技术。电解时,AEM一是允许OH⁻从阴极快速传导到阳极,确保在阴极侧析出H2、阳极侧析出O2;二是阻隔电子、气体(H2和O2)在电极间传递,确保H2和O2有效分离;三是具有亲水性,可通过渗透压将水从阳极扩散到阴极。与碱性电解方式相比,AEM电解可采用低浓度碱性电解质甚至纯水,采用离子交换膜降低电解槽电阻,工作效率更高;与PEM电解方式(酸性工况、贵金属Pt或Ir催化电极或镀Pt的Ti毡)相比,AEM电解方式在碱性工况下工作,可使用非贵金属催化剂电极(如Ni合金和Ni、Fe、Co氧化物等)、低成本的不锈钢集流体和镍基多孔传输层等。因而,AEM电解是一项潜在的中长期极具市场竞争力的制氢技术。需注意的是,有的AEM系统仍可能使用的是浓度高达1 mol/L的KOH碱性溶液,且当前AEM膜和离聚物的离子电导率较低,若使用纯水会降低其运行性能。尽管AEM电解具有较高的成本降低潜力、较好的灵活性、易于高效率运行、寿命更长等优点,但下一步还需在性能提升(在高电流密度下高效运行)和规模化应用方面大力发展。
目前,德国、意大利等国家在重点布局该项技术。德国Enapter于2023年5月投入运行1 MW AEM电解槽制氢系统,包括420个核心模块,H2额定出力210 m3/h,出口压力3.5 MPa,温度5~55 ℃,纯度99.9%(带干燥器时可达99.999%);O2额定出力105 m3/h;调节比33∶1,运行灵活性3%~100%,系统效率60%~100%(4.8 kW⋅h/m3)、30%~60%(5.0 kW⋅h/m3)、3%~30%(5.2 kW⋅h/m3),热启动时间100 s(0~100%,电解液35 ℃),冷启动时间30 min(0~100%,环境温度5 ℃),运行环境温度为-15~45 ℃。
4.4.6 海水电解制氢技术
海水电解制氢技术是一种通常不通过海水淡化、纯化等过程,而直接以海水作为电解质来电解制氢的技术[86]。由于海水易对膜、电极、催化剂等造成污染、结垢、堵塞,加之海水电导率较低,也会带来制氢效率低等问题,当前海水电解制氢技术仍处于早期发展阶段。有的工程采用间接海水电解制氢技术,即先将海水淡化后再电解制氢。该方式会增加运营成本和效率损失,同时还需注意海水反渗透制取的淡水中残留的微量离子也易造成Pt和Ir催化剂中毒。
目前,中国、美国、澳大利亚等国家在布局该项技术。深圳大学与东方电气集团于2024年首次进行了海上风电海水直接电解制氢漂浮平台“东福一号”验证,该装置基于变相迁移驱动海水原味净化直接电解专有技术,采用特殊防水透气膜,利用海水和电解质水蒸气压差,将分子扩散、界面相平衡等物理力学过程与电化学过程相结合来制氢。经过工程验证,海水杂质离子阻隔率≥99.99%,H2纯度达到99.9%~99.99%。美国能源部SLAC国家加速器实验室、斯坦福大学、俄勒冈大学和曼彻斯特城市大学联合研制了一种双层膜海水电解制氢装置,其中一个膜层允许质子(H+)穿过并到达阴极,另一个膜层仅允许负离子(Cl-)通过。中国和澳大利亚研究人员共同提出了基于过渡金属氧化物催化剂+Lewis酸层(Cr2O3-CoO x )的海水电解制氢技术[87]。
4.4.7 废水电解制氢技术
废水电解制氢是一种直接以废水作为电解质来电解制氢的技术。按废水物化性质和成分,可将其分类为:1)预处理后废水电解制氢,即将废水进行净化、除盐等预处理,达到所需品质要求(如离子电导率<5 μs/cm)后,再送入常规电解槽电解制氢;2)微生物电解槽(microbial electrolytic cell,MEC)直接废水电解制氢,即废水无需预处理,直接送入MEC,在电压或电流作用下,有机物在阳极通过外电源被氧化,在阴极产生H2。废水电解尚处于发展早期阶段,与其他电解技术相比,该技术存在效率较低、运营成本较高等不足;然而其可促进废水循环利用,降低淡水消耗。
典型试验项目有西班牙GREENLYSIS项目,位于Montornès del Vallès,由废水预处理(超滤+紫外线)、水净化(膜蒸馏)、PEM电解装置、储氧、储氢、生物反应器、光伏/光热/风能系统(包括电池储能)、能源管理系统等构成,能效为62%,H2产量为60 m3/h,纯度>99%,压力为1.5 MPa;O2产量为30 m3/h,纯度>95%。目前,澳大利亚正在Goondiwinti污水处理厂建设废水制氢系统,2025年上半年第一期工程投入运行,电解装置容量为2 MW(H2年产能为300 t),投资800万澳元,后期容量扩建至>50 MW(H2年产能>8 000 t)。
4.5 其他制氢技术
4.5.1 新兴制氢技术
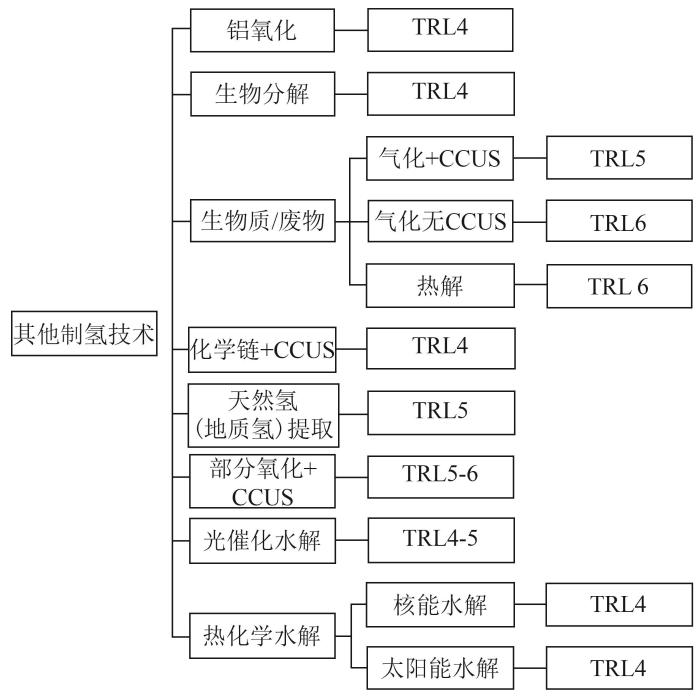
其他处于发展中的新兴制氢技术及其TRL如图18所示。这些技术较之当前应用较为广泛的化石燃料制氢+CCUS、电解制氢等技术,虽然在技术成熟度、成本和商业化应用等方面还有很多不足,但其大多数都具有巨大的后发优势和潜力(如在实验室规模上已验证铝氧化制氢工艺可显著降低制氢成本和提高制氢效率;美国地质调查局研究认为地下可能储藏有数万亿吨的天然氢)。
图18
4.5.2 铝氧化制氢技术
铝氧化制氢技术是一种通过水/蒸汽与铝发生化学反应,将铝氧化来制氢的技术。根据介质压力/温度运行工况不同,反应可分为以下3类:
反应(1)和(2)属于典型水工质氧化铝反应,工作压力可达4 MPa(超临界时压力更高),温度约300 ℃(常采用铂、钯、镍和铁等催化剂)。为提升反应速率,铝氧化制氢工艺有的使用碱性化合物以抑制氧化层形成,有的采用机械活化、金属合金化措施等。反应(3)为新兴的蒸汽工质氧化铝反应。
图19
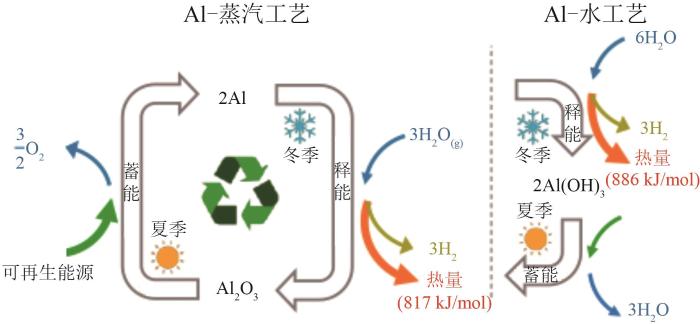
图19
铝氧化制氢及长持续时间储能技术示意图
Fig. 19
Schematic diagram of aluminum oxidation for hydrogen production and long-duration energy storage technology
4.5.3 生物分解制氢技术
生物分解制氢技术是指采用暗发酵(dark fermentation,DF)、水解光合、生物电化学等生物技术,从有机生物质中制取H2的技术。
DF制氢工艺以有机物作为底物,不依赖光源,使用生物转化方式,通过严格厌氧菌或兼性厌氧菌使有机底物发酵,将有机化合物转化为H2及其他有价值的绿色生物基分子。DF工艺适用于多种生物废物或废水,特别是富含碳水化合物的生物废物或废水。其反应器设计和操作简单,极大降低了运维成本。但DF产H2量受热力学限制,需通过深入研究微生物在DF中的相互作用和动力学机理来提升产H2性能。
水解光合制氢工艺使用微藻(如绿藻、蓝藻、黏藻等)介质,通过藻中所含氢化酶的作用,基于光合作用来制取H2。基于析氢过程中是否存在照射光,可细分为直接生物光解和间接生物光解两类。直接生物光解在析氢过程中有照射光源,可直接利用太阳光等将底物水转化为H2和O2。但过程中生成的O2对氢化酶有强烈抑制作用,需将工质中含氧量控制在0.1%以下,否则H2产量会受到影响。间接生物光解在析氢过程中无直接照射光源,利用微藻的光合作用制取H2,由于H2和O2产生时间不同,从而避免了酶失活和爆炸性气体混合物的形成,同时也易于H2提纯。当前生物光解技术还处于实验验证阶段。
生物电化学制氢工艺利用微生物电解方式来制取H2。根据是否存在将阳极和阴极分隔开的离子交换膜,微生物电解槽可分为单室和双室两类。电活性微生物在阳极上以生物膜的形式生长,这些微生物可降解有机物并在细胞外转移电子,电子通过电路从阳极传输到阴极,并还原阴极上的质子,从而使H2在阴极析出。当前生物电化学制氢还处于实验室阶段。
4.5.4 生物质/废物制氢技术
1)生物质气化制氢技术
生物质气化制氢是一种在非化学计量条件下,利用氧化剂(氧气、空气和/或蒸汽)作为气化剂,在高温工况下通过将生物质(包括有机废物)气化来制取H2的热化学工艺技术。工艺过程中,第一步先将生物质加热到高温且避免完全燃烧以生成合成气。根据工作介质和运行工况(如温度、催化剂和氧化剂)不同,所产生的合成气由不同比例的H2、CO、CO2、CH4、C x H x 、炭和焦油等组成。当采用等离子体炬(3 500~4 000 ℃)加热方式时,可将生物质原料分解成相应分子化合物,而不会产生燃烧灰或有毒飞灰等。第二步在WGS反应器中,在催化剂作用下蒸汽与CO反应生成H2和CO2,实现合成气的升级和调制。第三步将升级和调制后的合成气(含有H2体积分数65%~70%),通过PSA或膜分离进一步提纯,去除杂质(如硫、碱金属、细颗粒等),从而生成高纯度(如99.9%)的H2流。当配置CCUS时,将过程中的CO2分离、浓缩成高浓度CO2流,以便对其进行捕集、利用或储存,从而实现CO2负排放。由于生物质固有氢/碳比低(<1),该技术的H2产量远低于甲烷制氢产量(如1 kg生物质气化产量为100 g H2,1 kg甲烷产量为300 g H2)。但生物质气化制氢为工艺集成和废弃物循环利用提供了巨大的机遇,其多余热量可用于其他工业过程或区域供暖,且该过程还可产生除H2外的其他有价值的产品(如CH4、生物炭和食品级CO2)。
国际典型项目如下:法国Veolia于2021年开始运营废水污泥气化制氢示范工厂;美国Ways2H和日本JBEC于2021年在日本东京建成污泥气化制氢示范厂,处理干污泥能力为1 t/d,H2产能为40~50 kg/d;美国Solena集团正在加州Lancaster建造一个生物质气化制氢厂,采用等离子体增强生物质气化制氢工艺(等离子体炬+95%富氧空气),H2产能达12 kg/d,年处理废物量为4×104 t。美国OMNI转换技术公司也在加州利用其固体有机物转化为合成气的专有技术来建设一个生物废物气化制氢工厂,其气化和等离子精炼装置的固体生物废物处理能力为200 t/d。西班牙HYVALUE项目正在建设一个城市固体废弃物气化制氢厂,预计2025年9月投产,处理能力为12 kt/a,H2制取能力为1.6 kt/a。英国KEW利用先进增压气化技术在Midlands建成生物质转化富氢合成气示范装置。加拿大H2Naturally在不列颠哥伦比亚省建成3个废木材气化制生物氢厂,并计划配建CCUS(CO2捕集量为1 200 t/d)。美国Yosemite清洁能源公司拟在加州建造一个配CCS的生物质气化制氢厂。德国RWE公司拟在荷兰Limburg建设城市生物固体废物气化制氢厂,一个是将城市固体废物转化为固体回收燃料颗粒的预处理厂,处理能力为700 kt/a;另一个是固体回收燃料颗粒制氢厂,H2年产能为54 kt。荷兰BrigH2和Hycarb正在Delfzijl建设一个100 MW的生物质气化制氢示范工厂。
2)生物质热解制氢技术
生物质热解制氢是一种在无任何氧化剂情况下,通过高温加热将固体生物质(包括有机废物)分解气化来制取H2的热化学工艺技术。过程中,需先对热解形成的含H2、CO、CO2和其他轻质烃的气体混合物(包括炭和焦油等副产品)进行气态馏分处理,最大限度地提高H2和CO的比例;处理后的气体再通过WGS反应器,在催化剂作用下使蒸汽与CO反应生成H2和CO2;最后,通过PSA或膜分离进一步提纯,获得高纯度H2流。
国际项目方面,美国SoColGas和Kore于2021年8月在洛杉矶建成一个生物质热解制氢示范工厂,原料为坚果壳、农林废弃物、固体废弃物等,处理能力为24 t/d,H2产能为1 t/d,生物沼气产能为10 450 MJ/d,固体炭产能为6 t/d。荷兰Hynoca-Alkmaar于2023年建成第一个经过认证的生物质残留物转化绿氢和生物炭的H2生产示范设施。
4.5.5 化学链制氢+CCUS技术
化学链制氢+CCUS技术是一种利用化学链燃烧工艺,通过金属氧化物(氧载体)与燃料(煤、天然气、生物质等)系列反应来制取H2,同时又捕集生成的高纯度CO2的技术,具有工艺简单(无需WGS装置和气体分离装置等)、能耗低、效率高、CO2易于捕集等特点,但当前技术成熟度较低,还需一定时期后才能实现规模化商业应用。
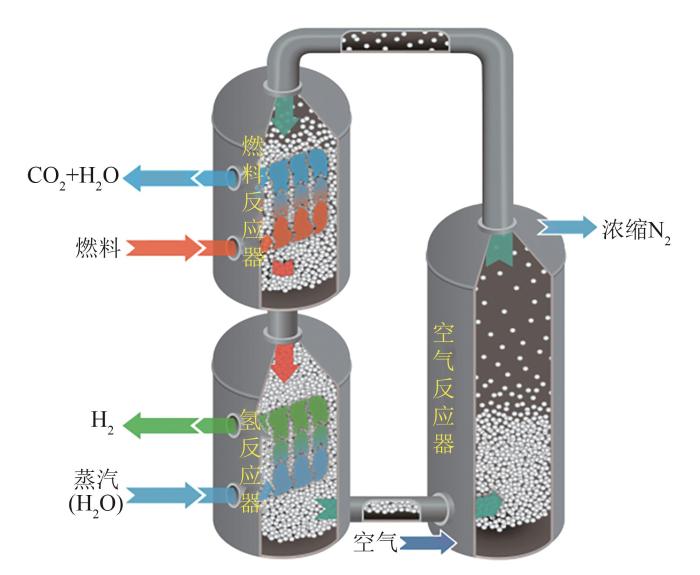
与化石燃料在空气中燃烧的传统燃烧方式不同,化学链燃烧使用金属氧化物作为氧载体为燃烧提供氧气,同时从烟气中捕集和分离CO2。有的方案采用基于流化床的化学链法,系统配置2个并行工作的床式反应器以产生H2流和高纯度CO2流。在第一反应器(产H2反应器)中,起氧载体作用的金属氧化物被蒸汽氧化,产生H2。氧化后的氧载体被送入第二反应器(还原反应器)中与燃料接触,燃料被氧化,产生CO2和H2O,同时氧载体还原后被送回第一反应器中,如此循环工作。为确保氧载体的完全再生,有的方案采用3个反应器配置形式,在燃料反应器中,燃料与金属氧化物颗粒发生反应,生成主要为CO2的反应产物,同时氧载体颗粒还原后被输送到H2反应器中与蒸汽反应,部分被氧化并产生H2流;然后将部分氧化后的氧载体颗粒继续输送到空气反应器中与空气反应,使其完全再生回原始状态,并生成含少量O2的浓缩N2;再将完全再生的氧载体颗粒送回燃料反应器,继续下一个循环过程。若采用固定床化学链制氢工艺方式,则氧载体不进行物理循环,氧化和还原在同一固定床反应器中交替进行,具有运行简单、无移动部件、H2纯度高等优点。多个反应器异步工作方式能连续产出H2,并从放热氧化中回收热量用于吸热还原,从而可提高整个过程的效率。
美国巴布科克⋅威尔科克斯(B&W)研制了由氢反应器(基于移动床技术)、燃料反应器(基于移动床技术)和空气反应器(基于流化床技术)构成的BrightLoop技术(见图20),于2014年在阿拉巴马州国家碳捕集中心建成250 kW化学链制氢示范装置,并进行了相关测试;2017年在俄亥俄州Barberton建成250 kW煤基化学链装置,并进行了燃料反应器和空气反应器运行示范;现正在建设制取H2出力为1~5 t/d的小型示范项目(预计2026年投产)和10~50 t/d的中型示范项目(预计2028年投产),计划2029年建设制取H2出力为100~250 t/d的大型示范项目[89]。美国Fidelis、Topsoe和B&W联合计划在西弗吉尼亚州Mason县建设包括CCS的清洁制氢设施(制取H2出力为640 t/d)。
图20
4.5.6 部分氧化制氢+CCUS技术
部分氧化制氢技术是一种在欠氧环境下,使天然气与有限的氧气反应生成H2和CO,再利用WGS使CO与H2O继续发生反应,生成更多H2和CO2的制氢技术。工艺过程中,由于天然气燃烧可用O2化学计量量不足,不能将其完全氧化为CO2和H2O,反应产物主要是H2和CO。部分氧化是一个放热过程,减少了外部输入热量,所生成的CO2浓度高,易于捕集。
壳牌公司拥有气体部分氧化和从高压工艺流中捕集CO2的溶剂(ADIP ULTRA)商业技术,该技术原用于其气制油工厂,现在荷兰正计划将其进行改造并用于制氢厂建设。
4.5.7 光催化水解制氢技术
光催化水解制氢技术是一种基于光电催化原理,利用太阳光触发催化剂将水分解为H2和O2的制氢技术。典型的催化剂材料种类有半导体材料(如Si、Ⅲ-Ⅴ族化合物和Cu-In-Ga-Se PV型半导体)、金属氧化物材料(如BiVO4、Fe2O3、TiO2、Cu2O、SrTiO3)及其他新型催化剂材料(如Au、NiMo、MoS、Co、分子染料掺入型)等。以半导体材料催化剂为例,制氢过程中,入射太阳光激活半导体材料,诱导达到电荷分离状态,从而在2个电极上或粒子内产生相应电势差(>1.23 V),用于驱动水分解催化。
国际项目方面,西班牙Sunrgyze正在Puertollano建设一个光催化水解制氢示范工厂,项目成本约750万欧元,太阳光至H2转换效率>13%,H2年产能为200 t。
4.5.8 热化学水解制氢技术
热化学水解制氢技术是一种利用热能(即纯热化学循环)或热能/电能(即混合热化学循环)和化学反应循环将水分解为H2和O2的制氢技术。根据高温热源类别不同,可分为核能热化学水解制氢和聚光太阳能热化学水解制氢两类。据IEA统计,全球已知相关的热化学工艺有360多种,考虑工程实用需减少化学步骤至2~4步因素后,可工程化的工艺约有10种。高温气冷堆(750~900 ℃)、SFR(550 ℃)、VHTR(950~1 000 ℃)、聚光太阳能(可达1 000 ℃)等可提供相应的高温。但考虑到直接水解温度较高(约1 500 ℃),有的方案也考虑复合电化学反应等。
国际研发项目方面,欧洲HYCYCLES项目正在开发硫基水解热化学循环材料和部件,用于聚光太阳能/核能热化学水解制氢。希腊APTL、德国DLR和西班牙CIEMAT也在持续推进HYDROSOL项目,基于铁氧体(如NiFe2O4)氧化/还原对热化学循环技术利用聚光太阳能热化学水解制氢,并对Plataforma Solar 750 kW工厂进行连续制氢评估。澳大利亚CSIRO和日本新潟大学联合建成一个500 kW聚光太阳能热束下射系统+流化床式反应床(工作温度1 300 ℃),以评估使用钙钛矿材料的两级热化学循环的技术经济可行性。日本原子能机构2019年研制了一种使用连续硫-碘闭式循环的小型制氢设施,H2年产能30 L,连续运行150 h。清华大学核能与新能源技术研究院2009年建成碘-硫循环原理验证性台架;2014年建成碘-硫循环集成实验室规模台架,实现循环闭合与连续运行;2016年完成全流程模拟软件开发;2022年完成核能制氢安全特性研究;2023年完成关键设备样机(硫酸分解器、氢碘酸分解器、SO2去极化电解器)研制;2024年启动高温堆热化学循环制氢中试研发与示范,拟于2027年前后启动商业规模示范工作[90]。加拿大核实验室(Canadian Nuclear Laboratories,CNL)于2022年在实验室系统中展示了核能热化学水解制氢循环的主要步骤,装置制取H2出力可达到200 g/d。Cleannoge正与CNL合作,进一步推进该技术的小规模示范。德国DLR持续研究混合硫和硫-碘的研发项目近20年。美国Southern公司正在进行熔盐核反应堆混合硫制氢工艺的开发。
4.5.9 天然氢提取技术
地球内部通过多种自然反应过程(如亚铁矿物氧化、水辐解分解、有机物成熟和地幔脱气等)不断产生大量天然H2(也称为原生H2、地质H2或金H2)。天然H2的勘探与碳氢化合物勘探方法类似,先从识别源岩开始,然后是迁移路径,最后是储集层或圈闭(由储集层、盖层、阻止油气运移的遮挡物构成)。火山岩、黏土或盐层等地层可将天然H2捕获在结晶岩或沉积岩中(如沉积盆地底部)。当前研究重点关注的是地球内部存在铁矿石和/或天然放射性物质并可能与水反应的区域。尽管天然H2的生产已处于小规模示范阶段,但仍缺乏其地质调查及对其形成和积累于地下过程的科学了解,存在工程经济风险的不确定性。如何准确定位天然H2的地质储藏,以及如何从地下深处或海底安全开采天然H2仍极具挑战性。为降低天然H2提取成本,有研究考虑将其与He联合提取(两者通常在一起);也有研究考虑综合地热发电、天然H2和锂等矿物质提取于一体;还有研究考虑将天然H2生产与超基性岩中CO2的储存相结合,以提高其经济性和价值链。
美国、西班牙、澳大利亚、马里、阿曼、巴西等国均在布局该项技术。马里Petroma自2011年起在Bourakebougou现场钻探了12个钻孔,提取到纯度98%的H2(其他为1% N2和1% CH4),并计划开始商业应用。美国天然氢能源公司于2019年也钻取了第一口勘探井。美国能源部高级能源研究计划署于2023年提供2 000万美元,用于推进蛇纹石化制氢天然氢提取技术(即采用类似天然气井水力压裂法将水泵入地下,在高温高压下与富含铁的橄榄岩发生蛇纹石化,以连续释放H2)。美国德克萨斯大学奥斯汀分校也在研发降低蛇纹石化制氢所需温度的催化剂。西班牙Helios Aragon已启动Monzon天然氢项目,在2024年进行首次钻探,并计划从2028年开始对矿床进行商业开采。澳大利亚金氢公司于2023年开始进行天然H2钻探,2024年在约克半岛拉姆齐项目中成功钻取出天然H2(纯度达86%)和He(纯度达17.5%),现考虑采用广泛的3D地质调查,并进行钻井设计优化,以加快其商业化进程[91]。壳牌、英国石油、雪佛龙、Koloma、Hydroma等均已加入天然H2提取研究和工程勘探行列。
5 结论
未来能源是由前沿技术、创新技术驱动,具有战略性、绿色性、引领性、颠覆性、不确定性等特征的新兴能源,当前大多处于孕育萌发阶段或研发应用初期。大力发展未来能源,是保障国家能源安全与独立,实现“双碳”目标、加快构建新型能源体系的战略选择。未来能源研究建议重点从以下3个方面谋划部署:
1)绿色低碳电源技术。一是持续研发并规模化推广应用高效、可靠、低成本光伏电池(如新型晶硅式、薄膜式),光热发电(如565~700 ℃ sCO2循环及其高温吸热器、储/换热系统),风电(如低速陆上风电机组、深远海风电机组),水电(如高灵活性、低寿命损耗水电机组),三代堆核电(如降本增效、提升运行灵活性),典型地热发电(如闪蒸式、ORC、卡林娜式),掺氢/氨发电及氢/氨燃料电池,典型海洋能发电(如海洋热能发电、波浪能发电、潮汐能发电)等技术;二是重点布局研发及示范新一代地热发电(如EGS、CLGS)、四代堆核电及小堆(包括微堆)、纯氢/氨/e-fuel燃气轮机、海洋盐度梯度发电等新兴发电技术;三是前瞻布局及加大研发下一代天基太阳能电站、太空电站、可控核聚变发电(包括磁约束和惯性约束)等颠覆性发电技术的力度。
2)现代生物能及合成烃燃料技术。应支持并培育各类生物柴油、生物煤油、生物甲烷、生物乙醇、沼气、生物炼制、合成烃燃料(如直接CO2转二甲醚)技术,技术经济条件成熟时,及时示范推广应用。
3)氢能技术。除支持传统制氢+CCUS技术、经典电解制氢技术提效降本外,还应尽早重点布局天然氢(地质氢)提取以及新型电解制氢、生物分解制氢、热解-裂解-水解制氢等前沿制氢技术,以充分发挥氢能在碳中和目标中的应有作用。
参考文献
我国未来能源系统及能源转型现实路径研究
[J].
Research on China’s future energy system and the realistic path of energy transformation
[J].
碳中和体系解读
[J].
Interpretation on carbon neutrality system
[J].
关于推动未来产业创新发展的实施意见
[EB/OL].(
Implementation opinions on promoting future industrial innovation and development
[EB/OL].(
Feasibility of future transition to 100% renewable energy:recent progress,policies,challenges,and perspectives
[J].
100wind%
,water,and solar (WWS) all-sector energy roadmaps for countries,states,cities,and towns[EB/OL][
Status and perspectives on 100% renewable energy systems
[J].
分布式光伏并网系统电压越限风险及谐波影响
[J].
Voltage instability and harmonic risk for the distributed photovoltaic grid-connected system
[J].
Global Solar Council announces 2 terawatt milestone achieved for solar
[EB/OL].(
Historical market projections and the future of silicon solar cells
[J].
A comprehensive review on life cycle assessment of commercial and emerging thin-film solar cell systems
[J].
making CdTe solar cheaper and more efficient
[EB/OL].(
Perovskite and organic solar cells fabricated by inkjet printing:progress and prospects
[J].
Oxford,UK,reveals ‘break-through’ ultra-thin perovskite solar cell
[EB/OL].(
Monolithic perovskite/silicon tandem solar cells:a review of the present status and solutions toward commercial application
[J].
China to build space-based solar power station by 2035
[EB/OL].(
Floating photovoltaic system cost benchmark:Q1 2021 installations on artificial water bodies
[R].
Floating solar panels market growth & trends
[R].
太阳能光热发电标准体系研究
[J].
Research on solar thermal power generation standard system
[J].
面向管理应用的塔式光热发电资源分析系统研究:基于气象卫星反演数据
[J].
Research on management-oriented resource analysis system for tower solar thermal power generation:based on meteorological satellite retrieval data
[J].
Concentrated solar power market size,share & trends analysis report by technology (parabolic trough,linear fresnel,dish,power tower),by application,by region,and segment forecasts:2025-2030
[R].
The sunshot 2030 goals
[R].
Annual technology baseline-concentrating solar power
[EB/OL].[
集群化发展模式下风电场预测、规划及控制关键技术综述
[J].
Review of the key technologies of wind farm cluster prediction,planning and control
[J].
Wind energy market size,share&trends analysis report 2025-2030
[R].
我国海上风电发展现状与趋势综述
[J].
Overview of current situation and trend of offshore wind power development in China
[J].
海上风电的发展现状与前景展望
[J].
Development status and prospect of offshore wind power
[J].
中欧漂浮式海上风电关键技术与产业链合作路径研究
[J].
Research on key technologies and industrial chain cooperation paths of floating offshore wind power between China and Europe
[J].
Characterizing ramp events in floating offshore wind power through a fully coupled electrical-mechanical mathematical model
[J].
考虑复杂海洋状况下的深远海风电场并网系统可靠性评估
[J].
Reliability assessment of grid-connected systems in deep-sea offshore wind farms under complex oceanic conditions
[J].
我国海上风电制氢产业发展现状、问题与展望
[J].
Development status,problems and prospects of offshore wind hydrogen production industry in China
[J].
海上超导风电制氢一体化研究进展与发展趋势
[J].
Progress and development trend of integrated research on hydrogen production from offshore superconducting wind power
[J].
Hydropower market report 2025
[R].
Nuclear energy market report 2025 (global edition)
[R].
热核聚变发电厂储能系统运行模式研究
[J].
Research on operation mode of energy storage system for thermonuclear fusion power plant
[J].
Funds awarded to assist Xe-100 deployment in the UK
[EB/OL].(
磁约束可控核聚变装置的磁体系统综述
[J].
Overview of magnetic confinement controlled nuclear fusion reactors and superconducting magnet technologies
[J].
Growth for a clean energy superpower:a policy vision for UK commercial fusion
[R].
Pathways to commercial liftoff:next- generation geothermal power
[R].
Geothermal energy market size & share analysis-growth trends & forecasts
(
地热能及与其他新能源联合发电综述
[J].
Overview of geothermal power generation and joint power generation with other new energy sources
[J].
Geothermal power market size,share & trends report by 2033
[R/OL].(
The future of geothermal energy
[R].
氢能发电技术发展制约因素及未来方向综述
[J].
Review on the development constraints and directions of hydrogen power generation technology
[J].
考虑热能动态平衡的含氢储能的综合能源系统热电优化
[J].
Thermoelectric optimization of an integrated energy system with hydrogen energy storage considering thermal energy dynamic balance
[J].
双碳背景下绿色氨能的应用场景及展望
[J].
Development prospects and application scenarios of green ammonia energy industry under the background of carbon peak and neutrality
[J].
Ammonia as a sustainable fuel:review and novel strategies
[J].
CO2-free power generation achieved with the world’s first gas turbine using 100% liquid ammonia:reduction of over 99% greenhouse gases during combustion
[EB/OL].(
Alma Clean Power announces break- through in direct ammonia fuel cells
[EB/OL].(
碳中和目标下氨燃料的机遇、挑战及应用前景
[J].
Opportunities,challenges and application prospects of ammonia fuel under the target of carbon neutrality
[J].
Ocean Power Market to Worth USD
含海洋能发电的海岛微网源荷储容量优化配置研究
[J].
Research on optimal capacity configuration of source,load and storage for island microgrid containing marine energy generation
[J].
碳中和导向下中国生物质能消费分析
[J].
Analysis of China’s bioenergy consumption under carbon neutrality orientation
[J].
Biodiesel market size,share,and trends 2024 to 2034
[R/OL].[
Synthetic kerosene market size,share,growth,and industry analysis
[R/OL].(
Biomethane market size,share & industry analysis
:
Bioethanol Market Size,Share,and Trends 2025 to 2034
[R/OL].(
Synthetic fuels:what are they and where do they come from?
[J].
Syntheitc fuels market size & share analysis-trends,drivers,competitive landscape,and forecasts
(
Methane synthesis test facility for effective utilization of CO2 completed and commissioning started for full-scale operation
[EB/OL].(
Sunfire to build
A solar tower fuel plant for the thermochemical production of kerosene from H2O and CO2
[J].
Industrial DME via sorption-enhanced DME synthesis (SEDMES)
[EB/OL].[
氢能产业技术经济性分析及展望
[J].
Technical and economic analysis and outlook of hydrogen energy industry
[J].
eREACT™ Hydrogen:the future of blue hydrogen
[EB/OL].[
This project will develop,install a MW scale pilot plant to demonstrate SE-SMR and GTI’s compact hydrogen generator
[EB/OL].[
Saskatchewan announces first-of-its-kind hydrogen project in the world
[EB/OL].(
World-first project to turn biogas from sewage into hydrogen and graphite
[EB/OL].(
Rapid-to-deploy clean hydrogen production, driven by combustion
[EB/OL].[
电解水制氢-储氢-供氢在电力系统中的发展路线
[J].
Development route of hydrogen production by water electrolysis,hydrogen storage and hydrogen supply in power system
[J].
质子交换膜电解制氢系统建模研究综述
[J].
A review on modeling of hydrogen production system with proton exchange membrane electrolysis
[J].
Bloom energy demonstrates hydrogen production with the world’s most efficient electrolyzer and largest solid oxide system
[EB/OL].(
Topsoe celebrates milestone in construction of world’s first industrial scale SOEC electrolyzer facility
[EB/OL].(
计及海水制氢与生物质转化的海岛微能网随机调度优化模型
[J].
Optimization model of island micro-energy grid stochastic scheduling considering seawater hydrogen production and biomass conversion
[J].
Direct seawater electrolysis by adjusting the local reaction environment of a catalyst
[J].
BrightLoop™ low-carbon hydrogen production
[EB/OL].[
核能制氢
[EB/OL].(
Nuclear hydrogen production
[EB/ OL].(

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}