



0 引言
目前,粉末装管法(powder-in-tube method,PIT)是Bi-2212成品多芯超导线材的主要加工方式,即将粉末装入银管内,通过单芯和集束拉拔来制备多芯超导线材,采用不同的拉拔工艺可以获得密度大、变形均匀、缺陷少、性能高的多芯超导线材。
芯丝均匀性和芯丝直径是Bi-2212线材的重要指标。超导芯/银界面的波浪起伏(“香肠”现象)会造成超导电流受限于“香肠”的细径处,导致整根线材性能的大幅衰减。超导芯丝的断芯会造成整根芯丝的超导电流在断裂处被阻断[6]。
对超导线材来说,芯丝越细,超导线材的磁滞损耗越小。减小芯丝直径不仅可以提高超导磁体的励磁效率,同时还可以降低磁体的运行成本,世界上最大国际合作项目——国际热核聚变反应堆(international thermonuclear experimental reactor,ITER),以及欧洲大型对撞机(large hadron collider,LHC)对超导线材的芯丝直径、磁滞损耗制定了严格的标准。由于近Ag层的Bi-2212晶粒织构更高、载流性能更好,因此Bi-2212线材的超导芯丝直径减小,不仅可以降低磁滞损耗,还能提高超导芯丝与包套Ag的接触面积,从而改善超导芯丝的织构,提高整根线材的载流性能[7]。同时,更细的超导芯丝可以减小整根线材的弯曲半径,减少超导受力弯曲变形过程中的损伤[8]。
模具角度(简称“模角”)是拉拔线材的重要参数,不仅决定了线材轴向和径向应力的大小,而且对线材内部应力分布均匀性具有重要的影响[13]。美国Wisconsin大学研究发现,对于不同的模角,超导线材陶瓷芯丝的硬度及其波动存在明显的不同,对于芯丝更细的Bi-2212线材,其影响可能更大。
基于此,本文系统地研究了不同模角对线材加工的均匀性、微观结构以及线材的超导物理性能的影响,旨在为制备芯丝更均匀、直径更小的高性能Bi-2212线材提供理论和实验上的指导。
1 实验过程
采用99.99%的高纯银管(Φ12 mm×1 mm)截取3根同样长度作为单芯管包套,称取由共沉淀法制备的3份相同质量的Bi-2212前驱粉末,均匀装入银包套内,制成Bi-2212单芯复合棒。使用不同半模角(3°、7°、14°)的拉丝模具将单芯复合棒加工成截面为六方形的单芯线,定尺37根。将37根单芯六方线密排集束后装入二次纯银包套,制成37芯Bi-2212复合棒,使用对应单芯的加工模具(3°、7°、14°)将37芯复合棒拉伸到一定的六方尺寸,定尺18根,同时加工一根相同尺寸的六方纯银棒。将18根37芯六方超导线与相同尺寸的六方纯银棒密排(将纯银棒置于中心)集束后装入银锰合金包套(Φ11.2 mm×0.6 mm),制成666芯Bi-2212复合棒,使用对应的加工模具(3°、7°、14°)继续加工,线材最终尺寸为Φ1.0 mm,芯丝数为37×(18+1)根。
采用标准的部分熔化热处理法对拉拔后的超导线材进行部分熔化热处理;取各个加工阶段的线材样品在金相显微镜下进行芯丝情况的对比分析;采用维氏硬度仪测试超导芯丝的硬度;采用deform软件模拟不同模角拉拔超导线材时应力在线材内的分布;采用标准四引线法对最终线材的超导载流性能进行测试。
2 结果与讨论
图1
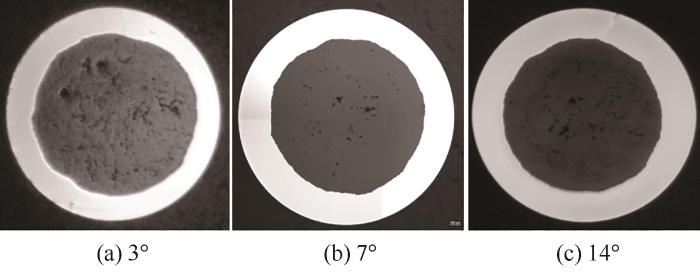
图1
不同半模角模具加工线材的单芯金相
Fig. 1
Single core metallography of wire processed by different semi die angle dies
图2
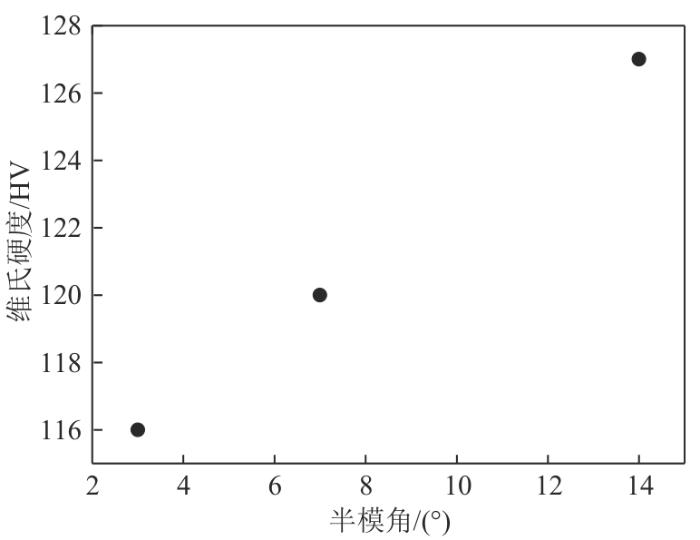
图2
不同半模角模具加工线材的单芯粉体维氏硬度
Fig. 2
Single core Vickers hardness of wire processed by different semi die angle dies
对以上成因进行分析,对于Bi-2212单芯复合体,Bi-2212粉末装入银管后的密度仅为理论密度的30%~40%,粉末之间存在大量的间隙,因此拉拔加工初期,超导粉末几乎不会为银管提供支撑,接近银管的空管拉拔加工。随着模角增大,银包套厚度增加,包套的束缚能力增强,从而使单芯线材超导芯丝粉末的硬度也略有增大。然而,大模角使线材银包套变厚,会造成银超比(银和超导材料的横截面积比)难以控制,而且粉末变形速率过快会导致银/超导材料(简称“Ag/超”)界面光滑度变差。尽管从微结构照片来看,Ag/超界面似乎并无显著差异,但实际上,这是因为大模角导致银包套增厚,从而有效地抵消了由快速变形可能带来的Ag/超界面质量退化的问题。然而,这种改进是以牺牲超导材料的含量为代价的。倘若能够利用不同壁厚的银管来精确调整单芯线材的银超比,实现高度的一致性,那么小角度单芯线材将展现出更加平滑的Ag/超界面。而这样光滑的界面将进一步促使Bi-2212晶粒排列得更加规整,从而减少超导晶粒间的错配角。这一系列精细化调整无疑将对提高超导线材的载流性能产生显著的正面影响。文献[15]研究发现,小模角减小了Bi-2223线材的“香肠”现象,Bi-2223线材与Bi-2212线材具有相似性,该研究结果进一步证明小模角对Bi-2212单芯线材Ag/超界面光滑性具有改善效果。
图3为3种不同模角线材的纵截面照片,可以看出,大模角线材芯丝在长度方向上出现明显的不连续现象。同时,大模角线材Ag/超界面出现更严重的界面起伏的“香肠”现象。
图3
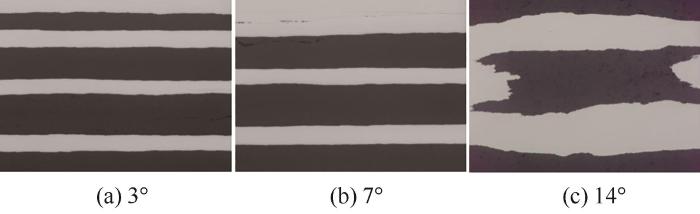
图3
不同半模角模具加工线材的多芯纵向金相
Fig. 3
Multi-core lengthways metallography of wire processed by different semi die angle dies
对以上成因进行分析,Bi-2212线材中含有666根超导芯丝,当线材拉拔到Φ1 mm时,陶瓷超导芯丝的直径为15~20 μm,2根芯丝之间Ag层厚度只有约4 μm。Bi-2212线材整个加工过程为冷加工,芯丝与芯丝之间冶金结合的程度并不高,因此,若要考虑单根芯丝的力学问题,只能考虑完全属于该单芯线材外层银的厚度(约2 μm)。本文通过模拟计算发现,对于如此薄的银层,只需不到0.1 N的力就能造成该芯丝包套的断裂。另外,超导芯丝存在“香肠”效应,会造成单根芯丝薄弱位置的银层更薄,导致芯丝更加脆弱,很容易出现断芯,这也是多芯Bi-2212线材面临的巨大挑战。
当模角较大时,拉拔过程中的样品会承受显著的轴向力。对于塑性变形能力较弱的陶瓷粉末,过大的轴向应力常常会导致粉末颗粒间的分离,进而产生间隙。这种现象会使得超导芯丝出现更明显的“香肠”现象(如图3(c)所示),甚至可能引发微观空管现象,从而降低超导芯丝的轴向拉伸性能。最终,这种拉伸性能的下降可能引发脆弱的几百芯陶瓷线材出现断芯问题。当采用大模角和20%的道次加工量进行加工时,线材在较粗尺寸(Φ8 mm)下就出现了肉眼可见的“香肠”现象,并伴随断线问题,这进一步证实了大模角会加剧Bi-2212线材的“香肠”效应。由此可知,大模角导致的过大轴向拉力是造成线材出现明显断芯的主要原因。
拉拔加工过程中线材中心的拉伸应力最大,当大模角线材的内层亚组元的断芯问题逐渐严重时,线材内层的断芯使超导线材内部应力分布均匀性进一步变差,应力集中问题扩展到外层亚组元,导致外层亚组元逐渐出现断芯问题。因此,线材内部应力分布不均是导致线材断芯的另一主要原因。
另外,大模角拉拔线材时,在变径初始阶段的弯曲半径较小,导致瞬间弯曲应变较大,外层的弯曲拉伸应力较大,增大了脆弱的陶瓷超导芯丝断裂的可能性。
同时,大的拉丝模角会导致芯丝变形速率快,没有充分给予芯丝变形回弹时间,这也进一步加剧了超导芯丝断裂的可能性。大模角变形速率过快、芯丝变形回弹量小,也可以说明大模角外层扇形亚组元外层弧面、拐角附近芯丝更加细长尖锐的问题,如图4所示。
图4
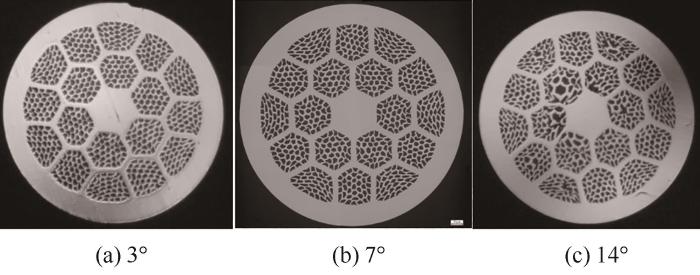
图4
不同半模角模具加工线材的多芯金相
Fig. 4
Multi-core metallography of wire processed by different semi die angle dies
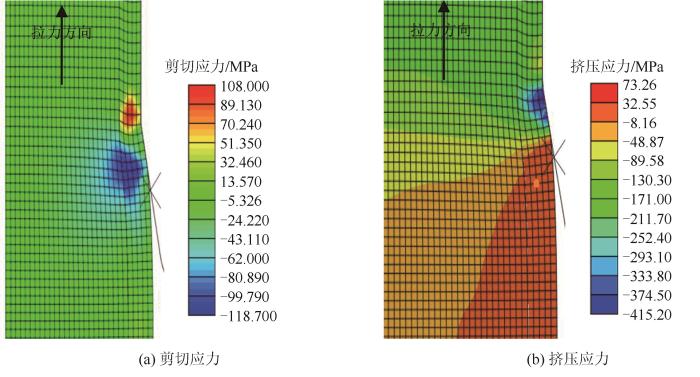
线材在模具拉伸过程中主要受到平行于线材表面的剪切应力、垂直于线材表面模具挤压应力及模具变形区、定径区夹角的弯曲应力作用[16-20]。当模具拉伸模角较小时,拉拔过程中样品受到的力主要为挤压应力和剪切应力,而挤压应力垂直于超导线材长度方向,作用在线材外表面,对线材起到压缩作用,该力经包套传递到超导粉末上,也是对陶瓷粉末产生压缩效果,粉末在挤压应力的作用下缓慢变形,粉末密实空隙少,进一步提升了超导芯丝整体的力学性能。随着模角的增大,粉末变形加剧,在挤压应力和弯曲应力对粉末的作用下,粉末流动性变差,芯丝出现“香肠”节,严重时可能造成拉拔加工时芯丝破裂及线材的断线。因此,这种变形特性也决定了陶瓷芯丝的密度均匀,也能解释文献[15]中小模角Bi-2223线材内部应力分布更均匀的现象。反过来,应力分布均匀又可以进一步减少脆弱Bi-2212芯丝的断芯问题。因此,小模角拉拔过程中的挤压应力特性以及应力分布均匀可以解释小模角线材无断芯现象。
为避免应力过大导致线材的断线问题,本文对Bi-2212线材拉拔过程中的应力进行有限元模拟,如图5所示。结果发现,在变形区的末端,不仅受到大的挤压应力,而且受到很大的剪切应力,该剪切应力是Bi-2212线材断线的最主要原因。而当采用不同模角、相同道次加工量加工线材时,小模角线材所受的剪切应力大于大模角线材所受的剪切应力。为避免线材断线问题,需采用较小的道次加工。基于这一分析,本文选择10%的小道次加工量进行试验,成功实现了无断线、一次性加工出高均匀性的200 m 666芯Bi-2212线材。
图5
最终,用不同角度模具加工线材到Φ1 mm,采用四引线法测试线材的性能。图6为不同半模角下Bi-2212超导线材的超导载流性能。结果显示,随着半模角减小,线材的超导临界电流逐渐增大,半模角为3°的线材性能是半模角为14°时的1.56倍,在4.2 K自场下,该线材的超导临界电流为860 A。
图6
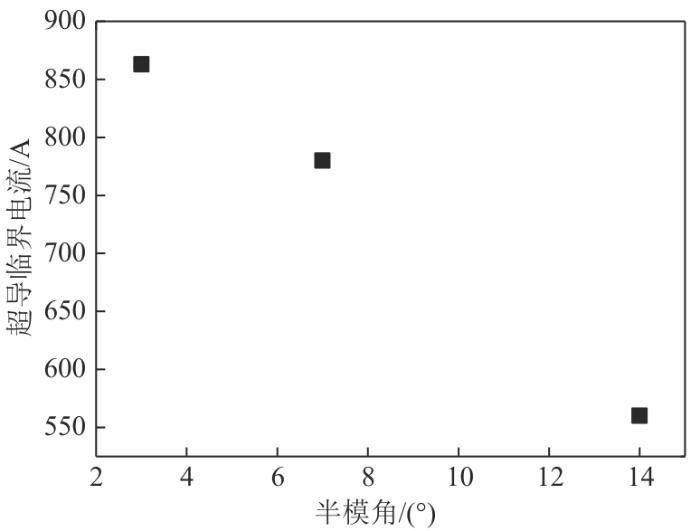
大模角线材具有最低的载流性能,其原因之一为芯丝断裂,导致部分超导芯丝的超导通路阻断;另一原因为大模角线材严重的“香肠”现象。因为在熔化再结晶过程中,Bi-2212晶粒首先在Ag/超界面的Ag表面形核、长大;而Bi-2212晶粒是宽厚比高达200的片层结构,平整的Ag界面将形成排列整齐的Bi-2212晶粒,而且还会将这种平整的结构向超导芯丝内部延续,从而增加超导芯丝织构层的厚度。整齐的晶粒排列对于相干长度只有1 nm的Bi-2212晶粒超导连接性十分重要,因为当Bi-2212晶粒错配角大于3°时,就会阻碍超导电流穿过晶界。
半模角为7°的线材虽然没有出现断芯现象,但其Ag/超界面的光滑性略低于半模角为3°的线材,导致线材载流性能降低了10.6%,因此,在线材加工过程中,保证Ag/超界面的光滑性也是必须关注的问题。
3 结论
采用粉末装管法制备了Bi-2212线材,通过实验研究了不同模角对Bi-2212线材加工的影响,得到以下结论:
1)随着模角的增大,银层厚度逐渐增加,同时粉末的密度也相应增大。较小的模角导致粉末变形较慢,芯丝密度较小。
2)较小的模角有利于保持Ag/超界面的光滑性,进而促进Bi-2212晶粒排列的规整性,减少晶粒间的错配角。大模角加工则会导致“香肠”现象加剧,甚至引发断芯问题。
3)较小的模角显著提高了线材的超导载流性能,特别是半模角为3°的线材,其载流性能是半模角为14°时的1.56倍,表明小模角加工对于提升线材性能具有重要意义。
参考文献
Isotropic round-wire multifilament cuprate superconductor for generation of magnetic fields above 30 T
[J].
Variation of effective filament diameter,irreversibility field,anisotropy,and pinning efficiency in Bi-2212 round wires
[J].
储能参与泛在电力物联网辅助服务应用综述
[J].
Reviews of energy storage participating in auxiliary services under ubiquitous internet of things
[J].
Influence of Cu content in precursor powders on the phase evolution and superconducting properties of Bi-2212 superconductors
[J].
Comparison of intermediate phase evolution in Bi-2212 powders prepared by spray pyrolysis and co-precipitation methods for high performance wires
[J].
Effects of filament size on critical current density in overpressure processed Bi-2212 round wire
[J].
Critical current density distribution in superconducting oxide layer of Bi2Sr2CaCu2O x /Ag composite tapes
[J].
AC susceptibility studies of intra- and intergrain properties of high-Jc Bi-2212 wires
[J].
Groove-rolling as an alternative process to fabricate Bi-2212 wires for practical applications
[J].
High-performance Bi-2212 round wires made with recent powders
[J].
一种Bi-2212高温超导线材的制备方法
:
The invention relates to a preparation method of Bi-2212 high temperature superconducting wire
:
铋系超导线材拉拔过程中的粉体变形行为
[J].
Deformation behavior of BSCCO powder during the drawing process of Bi-2223/Ag wire
[J].
Bi系高温超导单芯线材拉拔工艺的数值模拟
[J].
Numerical simulation of drawing process for Bi superconducting single-filament tape
[J].
Influence of process parameters in drawing of superconducting wire
[J].
The effects of drawing parameters on sausaging and critical current density of Bi-2223/Ag HTS wires
[J].
硬质合金拉丝模具拉拔角度的设计
[J].
Design of drawing angle of cemented carbide drawing die
[J].
铜线拉丝模具的优化设计
[J].
Design optimization of copper wire drawing die
[J].
聚晶金刚石拉丝模具孔型结构分析
[J].
Analysis on pass structure of polycrystalline diamond drawing die
[J].
拉丝模具使用中常见问题的分析及处理
[J].
Analysis of and solution to common of wine drawing
[J].
不同道次压缩率及模具工作锥角度对冷拉拔钢丝性能的影响
[J].
Effect of different pass compression ratio and die working cone angle on the properties of colddrawn steel wire
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}